 四川热镀锌方管厂
四川热镀锌方管厂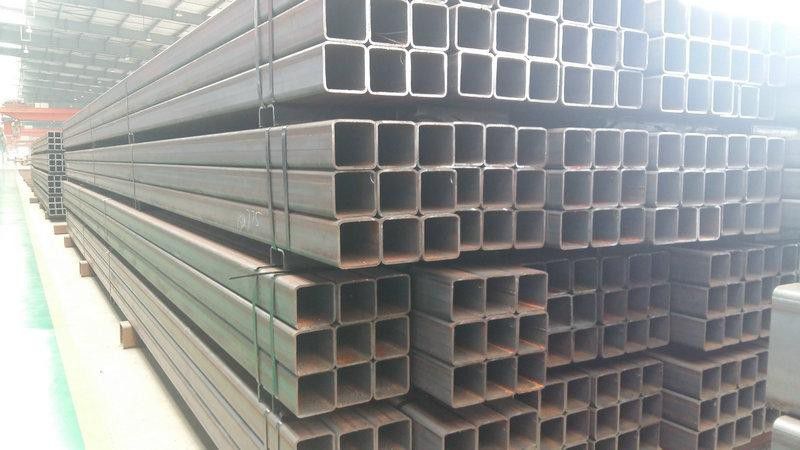 四川热镀锌方管厂
四川热镀锌方管厂 2021欢迎访问##贵阳镀锌
2021欢迎访问##贵阳镀锌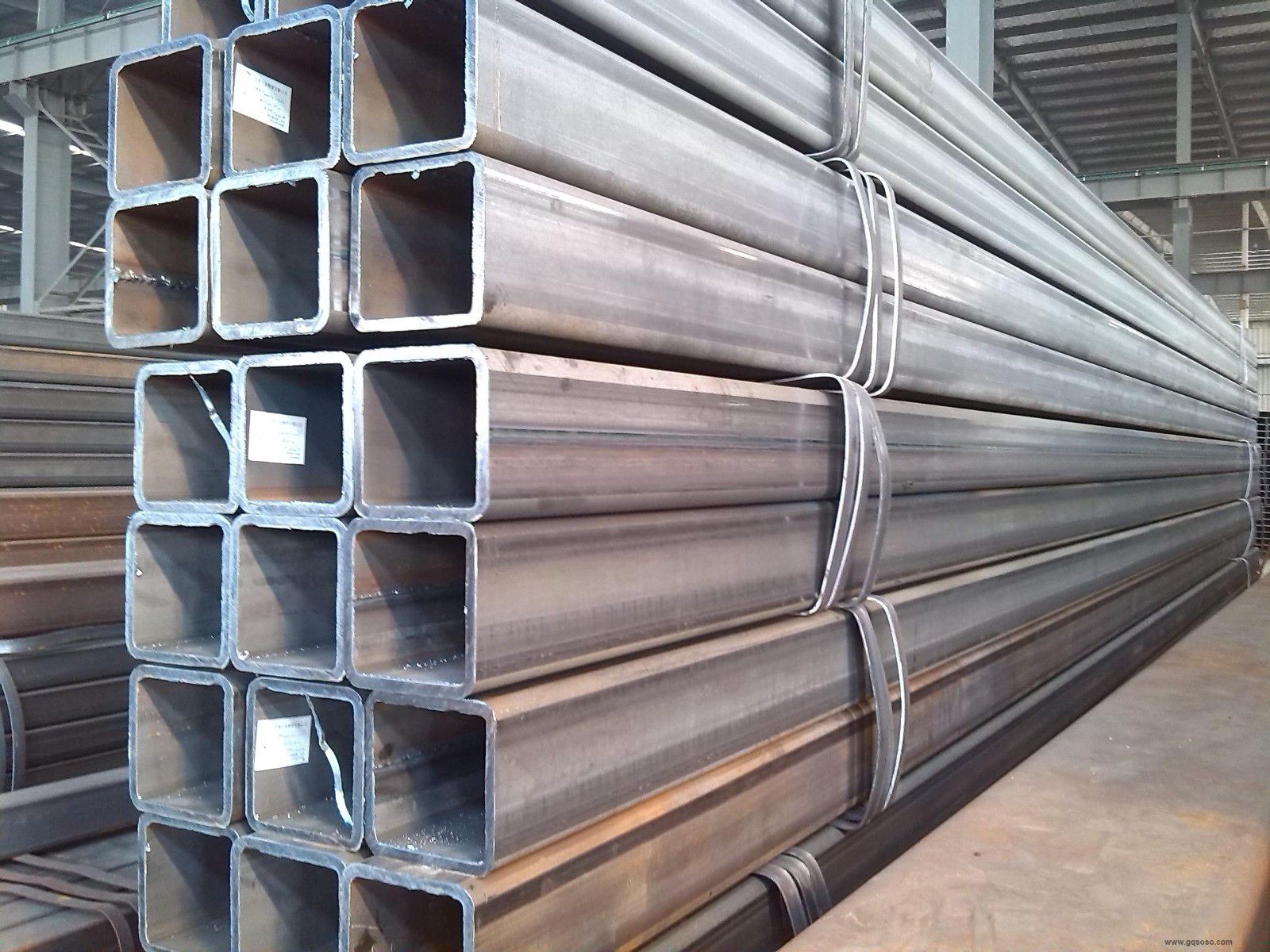 2021欢迎访问##夹江方管
2021欢迎访问##夹江方管 2021欢迎访问##梅江镀锌
2021欢迎访问##梅江镀锌 2021欢迎访问##临清镀锌
2021欢迎访问##临清镀锌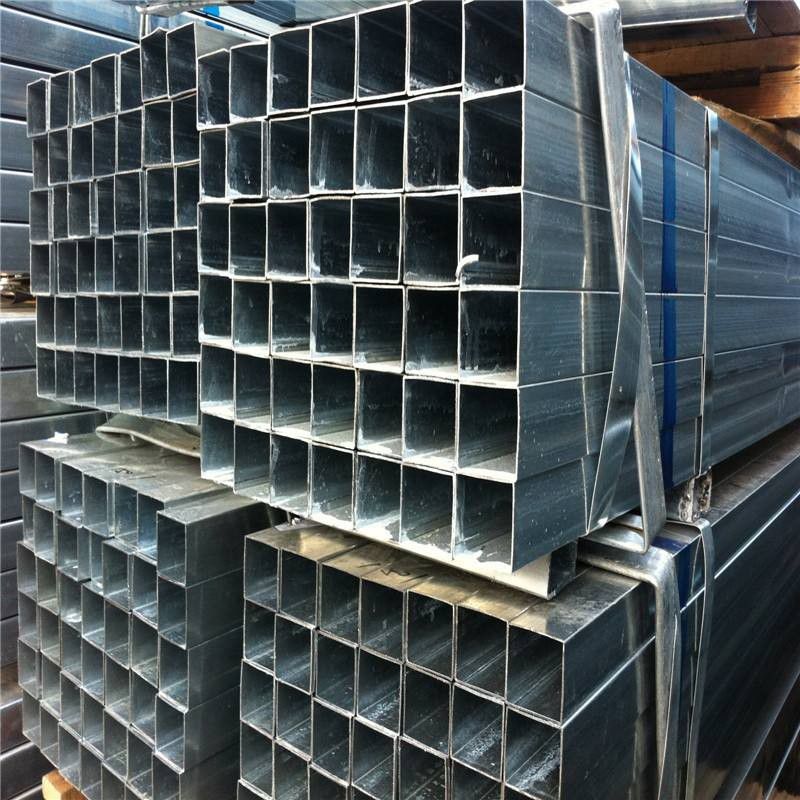 2021欢迎访问##霍山镀锌
2021欢迎访问##霍山镀锌喷(抛)除锈后,不仅可以扩大管道表面的物理吸附,而且可以提高涂层与管道表面的机械结合力。因此,喷(抛)除锈是一种理想的管道除锈方法。一般来说,抛丸(砂)处理主要用于管道的内表面处理,抛丸(砂)处理主要用于管道的外表面处理。喷(抛)除锈应注意的几个问题。大口径厚壁方管在经济迅速发展中着重要作用,大口径厚壁方管的作用不同其特点也不同,大口径厚壁方管的有着严格的标准。大口径厚壁方管的焊接过程和优点有很多,下面我带大家了解下大口径厚壁方管的焊接过程和优点。四川
若力发生下降时,则应区分上、下屈服点。屈服点的单位为N/mm2(MPa)。上屈服点(σsu):试样发生屈服而力首次下降前的大应力;下屈服点(σsl):当不计初始瞬时效应时,屈服阶段中的小应力。屈服点的计算公式为:式中:Fs--试样拉伸过程中屈服力(恒定),N(牛顿)So--试样原始横截面积,mm2。断后伸长率(σ)在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。用钢——如桥梁用钢、船舶用钢、锅炉用钢、压力容器用钢、农机用钢等。宁德方管,是方形管材的种称呼,也就是边长相等的的钢管。是带钢经过工艺处理卷制而成。喷(抛)射除锈后,不仅可以扩大管子表面的物理吸附作用,而且可以增强层与管子表面的机械黏附作用。因此,喷(抛)射除锈是管道的理想除锈方式。般而言,喷丸(砂)除锈主要用于管子内表面处理,抛丸(砂)除锈主要用于管子外表面处理。采用喷(抛)射除锈应注意几个问题。伪劣矩形管无金属光泽,呈淡红色或原因有两点它的坯料是土坯。伪劣材轧制的温度不标准,他们的钢温是目测的,这样无法按规定的奥氏体区域进行轧制,钢材的性能自然就无法达标。

先焊接后成型的大口径厚壁方管好工艺中主要由定径机架完成成型,定径机般为两辊轧机,四川镀锌方管,其中有水平机架和立辊机架。目前大口径厚壁方管孔型设计主要有两种:
采用带变薄的拉深以前的探讨者试验也证实了采用带变薄的拉深可大幅度降低拉深件的切向残余应力大值,可有效地防止纵向开裂发生。根据不同的变形程度和原始板料厚度,选择适当的变薄系数Ψn(般为0.9t~0.95t),假如Ψn取值过小会使变形应力急剧增加,四川镀锌方矩管,从而导致拉深件底部破裂。另种是采用变形角来设计,从圆管到大口径厚壁方管可看成从180°到90°角的弯曲变形,所以变形角θ能准确地反映角部和边部的变形程度。设计过程中,考虑尺寸精度和金属加工硬化的影响,通常变形角的分配,开始和中间道次大些,然后逐渐减小。在直接用圆弧相交构成的孔型中,管坯的圆角部分不可能充满孔型,因此孔型周长与管坯周长不等。为了保证尺寸精度,需对孔型圆角部分进行修正计算。所以该法比其它具有较高的设计精度。但是,由于叠代计算量较大,这种较适于用计算机进行孔型设计。如果使用水平、垂直方向同时变形的机架,可直接用变形角θ进行孔型设计。供应链品质管理种是水平机架按箱型孔设计,架为椭圆孔,其它各架为近似矩形孔,其孔型断面由圆弧构成,而且圆弧半径逐架递增,所有孔型的侧壁与底部相接处之圆角半径等于成品断面的圆角半径。大口径厚壁方管总延伸系数为05左右,主要分配在平辊上,立辊的变形量很小,其作用是压下大口径厚壁方管的短边。采用这种设计,计算较复杂,且计算值不够精确,需不断修正孔型周长。方管的用途有建筑,机械,钢铁建设等项目,造船,太阳能发电支架,钢结构工程,电市场上很多厂家没有进行固溶处理和100%渗透无损检测,很多厂家用喷砂代替滚砂。省去这些步骤后,成本大大降低。
的方矩管、改拔方矩管、厚壁方矩管、Q345B材质方矩管、热轧直角方管质量好,优,我们已成为多家企业商。方矩管和工字钢是两种不同形状的产品,在材质相同的情况下,钢铁承重能力是样的,但是者的用途却有很大的区别。者形状不样,方矩管是个长方体,四川镀锌方管,工字钢呈工字形状。用途不样,工字钢做跨度和支撑都可以,方管做跨度就稍微差点,做支撑是没问题的,不过具体选择哪种钢材,还得需要看工程的要求。大口径方管实际应用结构用大口径方管(GB/T8162-199是用于般结构和机械结构的大口径方管。知识方管用途
低合金钢分为:Q3416Mn、Q390、ST52-3等。.焊接无缝化四川热镀锌方管是在使用钢板或者是钢带卷曲成型后焊接制成的方管,并在这种方管的基础上将方管置于热镀锌池中经过系列化学反响有形成的种方管;热镀锌方管的好工艺较为简单,但是好效率却很高的,规格品种多,但这种方管所需要的设备和资金很少,比较适合小型镀锌方管厂家的好。拉拨方管:是将已经轧制的金属坯料(型、管、制品等)模孔拉拨成截面减小长度增加的加工大多用作冷加工。空弯空弯是外辊与管坯外壁的单向形成弯矩使带料弯折,空弯会使弯折线产生压缩,压缩效应使弯折线纵向伸长,弯折处金属出现堆积变厚,这就是空弯的压缩/增厚效应。