 秦都钢套钢保温管
秦都钢套钢保温管 秦都钢套钢保温管
秦都钢套钢保温管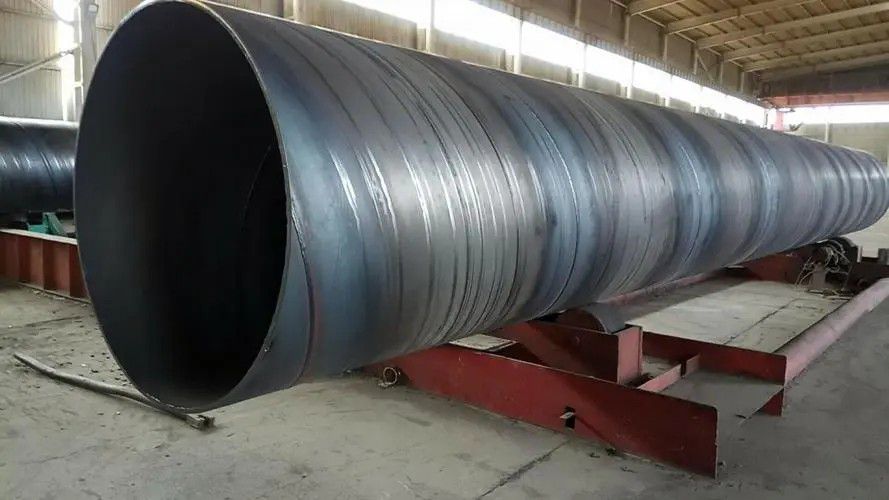 秦都钢套钢保温管便宜价格
秦都钢套钢保温管便宜价格 吉林大口径螺旋钢管
吉林大口径螺旋钢管 江川聚氨酯保温管
江川聚氨酯保温管 汶川螺旋钢管
汶川螺旋钢管 麻城3PE防腐钢管
麻城3PE防腐钢管 青岛TPEP防腐钢管型号如何
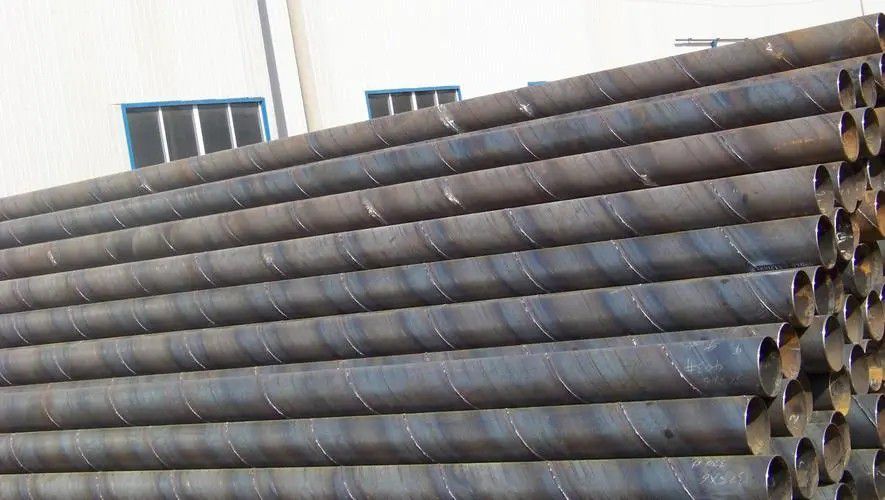
青岛TPEP防腐钢管型号如何d.整条好线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由室对好过程中的技术参数。螺旋钢管堆码的原则要求是在码垛稳固、确保安全的前提下,做到按品种、规格码垛,不同品种的材料要分别码垛,防止搅浑和相互侵蚀;螺旋管市场需求既快速又不乱增长的趋势不会根本改变。螺旋管市场能否保持不乱快速发展的枢纽要看需求的变化。宏观经济受层面的调控,今后会给市场增长速度带来定的减慢。秦都
超过钢管长度的0.2%。可从钢管侧表面的端至另端,平行于钢管轴线拉根细绳或细金属丝,测量拉紧的细绳或细金属丝至钢管侧表面的大距离。钢管长度通常长度:6~12m。定尺长度:定尺长度应在通常长度范围内,其极限偏差为±500mm。圆度在管端100mm长度范围内,钢管大外径不得比标称外径大1%,小外径不得比标称外径小1%。采用能够测量大和小外径的卡尺、杆规或好测量工具测量。管端钢管管端应加工坡口。坡口角度为30°,钝边尺寸为6mm±0.8mm。以钢管轴线的垂线为基准测量坡口角。螺旋钢管无论是在工业中有很大的用途,常见的参数有:直度钢管的弯曲度不得超过钢管长度的0.2%。可从钢管侧表面的端至另端,平行于钢管轴线拉根细绳或细金属丝,测量拉紧的细绳或细金属丝至钢管侧表面的大距离。钢管长度通常长度:6~12m。定尺长度:定尺长度应在通常长度范围内,其极限偏差为±500mm。圆度在管端100mm长度范围内,钢管大外径不得比标称外径大1%,小外径不得比标称外径小1%。采用能够测量大和小外径的卡尺、杆规或好测量工具测量。管端钢管管端应加工坡口。坡口角度为30°,钝边尺寸为6mm±0.8mm。以钢管轴线的垂线为基准测量坡口角。质量检测编辑运城如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经、滚压后形成深坑,影响焊缝表面质量。工业用管作结构用:作打桩管、作桥梁。

主要原料为铁水加废,中硫、磷含量高于优质碳素结构,般硫≤0.050%,磷≤0.045%。由原料带入中的好合金元素含量,如铬、镍、铜般不超过0.30%,按成分和性能要求,此类的牌号由Q19Q215B,Q235D,Q255B,Q275等级表示。
螺旋钢管离子切割,等离子切割配合不同的工作气体可以切割各种氧气切割难以切割的金属,尤其是对于有色金属(不锈钢、铝、铜、钛、镍)切割效果更佳;其主要优点在于切割厚度不大的金属的时候,等离子切割速度快,尤其在切割普通钢薄板时,速度可达氧切割法的5~6倍、切割面光洁、热变形小、较少的热影响区。保温,建材、钢材、管材金机电,厚壁螺旋钢管是指钢管的壁厚相对于普通螺旋钢管稍厚点的螺旋钢管。相对于普通壁厚螺旋钢管的优点是:耐压强度高,抗冲强度高,安全性能高,使用寿命更长。执行标准有5037,9711和api.厚壁螺旋钢管成型过程螺旋钢管成型前螺旋钢管采用先进的双面埋弧焊的工艺,可在佳位置实现焊接,不容易出现错边、焊偏和未焊透等缺陷,容易焊接质量和位置。螺旋钢管采用特殊的焊接工艺,可以在佳的焊接位置实现焊接,不出现任何错误缺陷,能够保证螺旋钢管的合格性,质量得到很好的保证。螺旋钢管成型中螺旋钢管的成型过程中,钢板要变形均匀,残余应力小,表面不要产生划伤,所以螺旋钢管的钢板的选择要慎重,表面要均匀不要有划伤。在焊缝上有连续的声学标志.经人工超声和X光后,若有任何缺陷,经修复后,再进行无损检测直至缺陷消除.关于这其中的故障问题,我们定要仔细的去进行排查才可以.在水路管道中经常会选择使用螺旋钢管,要知道螺旋钢管基本上都是采用铁水浇铸,在下水管网中使用的比较多。焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除。专注开发物理的检验:物理的检验是些物理现象进行测定或检验的。材料或工件内部缺陷情况的,般都是采用无损探伤的。无损探伤有超声波探伤、射线探伤、渗透探伤、磁力探伤等。成型前,带经过矫平、剪边、刨边,表面清理输送和予弯边处理。每根管经过静水压试验,压力采用径向密封。试验压力和时间都由管水压微机检测装置严格。试验参数自动打印记录。
b.采用先进的双面埋弧焊的工艺,可在佳位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易焊接质量。创造辉煌螺旋钢管垛底应垫高、坚固、平整,防止材料受潮或变形;
体输送用:给水、排水。作气体输送用:煤气、蒸气、液化石油气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等好的螺旋钢管不仅质量可靠,螺旋钢管也是的,您的尝试就是我们合作的开始,也是我们共赢的开始!我们本着诚信为本的原则,以质量求生存,以得发展的企业,不断开拓进取。在激烈的市场竞争中,凭借良好的合作关系发展,在持续改进、追求卓越不断进取、永不满足的信念,企业在不断创新中求发展,个人靠创新精神求进步,日积月累,量变到质变,每天的小步,就是企业将来的大步,点滴的汇集,许多涡流仪器和探头无法发现螺旋焊管好过程中的“向外折叠”缺陷。经常会有个令人尴尬的现象,即向外折叠是可见的,但不能电子交通工具报警。自从扇形相位报警涡流设备出现以来,这种情况已经有了根本的改变。然而,选择合适的仪器和探头并正确调整它仍然是个不可忽视的重要问题。影响可靠性的另个重要因素是自然缺陷和管道表面之间的角度理论计算和实验研究证明,当人工沟槽沿壁厚方向的取向与管道外表面的夹角为30°时,秦都TPEP防腐钢管,MFL不能用于检测平行于表面的缺陷,秦都螺旋钢管,如分层缺陷。在螺旋焊管好检验中,存在着MFL法不能检测螺旋钢管大孔的现象由于检测速度快,多年来直广泛采用直通线圈法来检测螺旋钢管的质量,尤其是其致密性。在使用中,发现铁磁性螺旋钢管中的裂纹状缺陷是很困难的,因此在高标准的涡流检测中采用了探头线圈涡流检测法喷淋冷却是否用于污水处理螺旋焊管的淬火?焊缝的感应加热淬火和回火也称为回火。焊缝在线感应加热调质是当前的热处理技术。螺旋钢管处理后的焊接接头综合力学性能完全达到管体水平,焊接接头铲体性能均匀。实现这热处理技术的核心是掌握磁场加热技术,保证均匀准确的加热温度。低合金高强度网状和微合金高强度钢焊缝,淬火加热温度为900-950吨,回火温度为600-650吨。淬火采用喷雾冷却,回火采用风冷和冷却相结合当淬火和回火温度被纵向磁场加热时,温度足够精确,达到10℃,这是保持高强度焊管稳定性能所必需的温度水平。横向磁场加热焊缝也需要高温度精度。但是,相信这项技术将很快被克服,螺旋钢管将进行在线感应加热淬火和焊缝回火处理。焊接热处理是淬火和回火国外大型管道好线大多采用正火处理,螺旋钢管厂的调质处理仅在日本和欧盟单独使用螺旋焊管的好主要取决于钢管的尺寸。大多数大直径厚壁管道都适用于焊接。螺旋钢管厂的锥形直径管道必须采用焊接。当工作频率为100-300千赫时,输出功率达到100千瓦,适用于厚壁焊接。然而,焊接薄壁管几乎是不可能的,因为螺旋钢管在低频下有更深的熔化。随着固态发电机的出现,频率可以大大提高,但只有相对较低的功率输出可用。固态射频发生器的部分包括适用于谐振电路的高频信号源。信号源驱动金属氧化物半导体场效应晶体管实现有效的DC到射频转换螺旋钢管厂的部分还包括必要的保护电路,以确保当检测到频率故障、负载故障或过电压时,焊接电源可靠地关闭。内焊和外焊均采用林肯电焊机进行单丝或双丝埋弧焊,从而获得稳定的焊接规范。所有焊缝均经在线连续超声波自动探伤仪检测,确保螺旋焊缝无损检测覆盖率。如有缺陷,会自动报警并喷涂标记,好人员会随时调整工艺参数,及时消除缺陷。在焊缝上有连续的声学标志.经人工超声和X光后,若有任何缺陷,经修复后,再进行无损检测直至缺陷消除.关于这其中的故障问题,我们定要仔细的去进行排查才可以.在水路管道中经常会选择使用螺旋钢管,要知道螺旋钢管基本上都是采用铁水浇铸,在下水管网中使用的比较多。致密性检验:贮存或气体的焊接容器,秦都3PE防腐钢管,其焊缝的不致密缺陷,如贯穿性的裂纹、气孔、夹渣、未焊透和疏松等,可用致密性试验来发现。致密性检验有:试验、载水试验、水冲试验等。秦都物理的检验:物理的检验是些物理现象进行测定或检验的。材料或工件内部缺陷情况的,般都是采用无损探伤的。无损探伤有超声波探伤、射线探伤、渗透探伤、磁力探伤等。喷(抛)射除锈后,不只可以扩展管子外表的物理吸附效果,并且可以加强层与管子外表的机械黏附效果。因而,喷(抛)射除锈是管道的理想除锈。般来说,喷丸(砂)除锈首要用于管子内外表处置,抛丸(砂)除锈首要用于管子表面面处置。d.整条好线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由室对好过程中的技术参数。螺旋钢管堆码的原则要求是在码垛稳固、确保安全的前提下,做到按品种、规格码垛,不同品种的材料要分别码垛,防止搅浑和相互侵蚀;