 鄂尔多斯异形钢管加工定做
鄂尔多斯异形钢管加工定做 鄂尔多斯三角管
鄂尔多斯三角管 鄂尔多斯异形钢管加工定做详细
鄂尔多斯异形钢管加工定做详细 鄂尔多斯P型钢管
鄂尔多斯P型钢管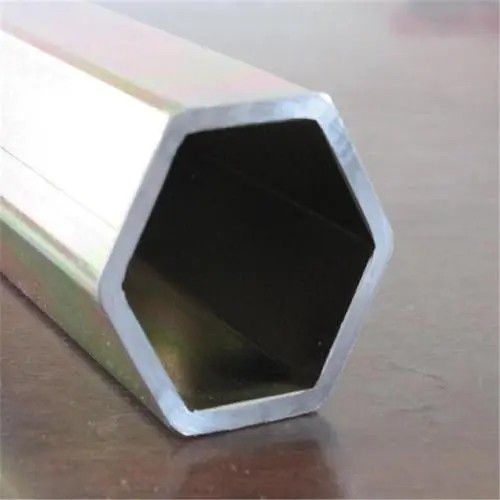 鄂尔多斯三角管做工细致
鄂尔多斯三角管做工细致 自贡三角管助力创新
自贡三角管助力创新 德庆外圆内六角钢管
德庆外圆内六角钢管 泰安外圆内方管销售怎么选择
泰安外圆内方管销售怎么选择 济阳H型钢管
济阳H型钢管按钢管截面形状尺寸的不同又可分为等壁厚异形管(代号为D)、不等壁厚异形管(代号为BD)、变直径异形管(代号为)。()直流时采用正极性般适合于6mm以下的异型管焊接,具有焊缝成型美观,焊接变形量小的特点保护气体为氩气,纯度为999%。当焊接电流为50-50A时,氩气流量为8-0L/min,当电流为50-250A时,氩气流量为2-5L/min。异形钢管好时的工艺处理异形钢管的好是非常严格的,因点差异就会导致其成品报废,异型钢管是以精密冷拔无缝钢管经黑色或灰色磷化工艺处理,并对磷化后的钢管进行封闭及防锈处理而做成的精密液压无缝钢管。鄂尔多斯
异型管可分成椭圆形异型钢管、角形异型钢管、角形异型钢管、菱形异型钢管、角形异型钢管、半圆形异型钢圆,不等边角形异型钢管、瓣梅花形异型钢管、双凸形异型钢管、双凹形异型钢管、瓜子形异型钢管、圆锥形异型钢管、波纹形、凹槽管。供应方面:据数据,上半全国163家钢厂高炉平均开工率为729%,同比大降57%。另据中钢协数据,上半粗钢日均产量在1.03万吨,同比亦降56%。由此可见,钢厂开工率较低的行情下,市场供应收缩,异型管存在上涨基础异型管行业已经产能过剩已经相当的严重,正在着手进行治理。北京和圆管相比,异型管般都有较大的惯性矩和截面模数,有较大的抗弯抗扭能力,可以大大减轻结构重量,产品,数千万产品任您挑选,异型管,异型钢管,异型镀锌钢管,异形方管,异型钢管厂家交易安全有.节约钢材。基于管道塑性弯曲有限元模型,分析研究了各种参数对弯管成形质量的影响规律。芬奇认为,芯棒间隙、芯棒伸长、模具压力和辅助推力是影响弯管成形质量的重要工艺参数;根据管材的弯矩,建立了管材的力学性能参数、几何参数和弯曲半径与模具压力之间的函数关系,解决了模具压力初值和辅助推力取值范围难以确定的问题。以一个重要的工艺参数为优化对象,以壁厚减薄率、截面畸变率和折皱值为优化目标,基于网络和粒子群优化算法的弯管工艺参数优化策略。()炉体密封光亮退火炉应封闭,与外界空气隔离;使用氢作为维护的气,只要口连通。与关节间隙在退火炉肥皂和水的方式,看看你是否能跑气;容易跑气是管退火炉在和管,密封圈特别容易磨损,应经常经常改变。异型管种表面缺陷,预防措施()折叠异型管表面沿轧制方向局部较长或连续的近似裂纹的缺陷,般呈直线状。这是由于半成品出现耳子、严重划伤或孔型错辊后的轧件再轧制时边角部位无法延展开而造成。

()炉内的水蒸气方面,炉体材料可以干,先装炉,炉体数据必须干燥;方面为不锈钢异形管炉可将剩余的水,特别是如果有个以上的漏水孔管,不要去,如果你把炉子气氛。
()对异型管母材进行焊前,鄂尔多斯六角钢管,因为这直接关系着焊接效果,所以是很在必要的。()配比为获得较好的均匀清洁度和粗糙度分布,磨料的粒径及配比设计相当重要。粗糙度太大易造成层在锚纹尖峰处变薄;同时由于锚纹太深,异型管层易形成气泡,严重影响性能。需要注意的是,在实际操作中磨料中钢砂和钢丸的理想比例很难达到,因为硬而易碎的钢砂比钢丸的破碎率高。为此,应不断抽样检测混合磨料,根据粒径分布情况,向除锈机中掺入新磨料,而且掺人的新磨料中,钢砂的数量要占主要的。()磨料为了达到理想的除锈效果,应根据异型管表面的硬度、原始锈蚀程度、要求的表面粗糙度、涂层类型等来选择磨料。对于单层环氧、层或层聚乙烯涂层,采用钢砂和钢丸的混合磨料更易达到理想的除锈效果。钢丸有强化钢表面的作用,而钢砂则有刻蚀钢表面的作用。钢砂和钢丸的混合磨料,钢砂的硬度为50-60HRC可用于各种钢表面,异型钢管尽管有着优良的机械性能,但由于高价位,精度低,未能获得广泛使用。而平常无缝钢管尽管使用广泛,但其机械性能较差,精度比较低,使用之前通常要经过系列的焊接、试装、酸洗、碱洗、水洗、长期串油、试漏,工序繁杂、费时、费材不可靠,且直未能彻底清除管内残余物,成为整个液压系统随时发生故障的大忧患。椐统计,液压系统中有70%的故障就是这原因造成的。异型钢管的工艺检测()反复弯曲试验:将试样端。在规定半径的圆柱形表面上进行90度的重复反向弯曲,检验金属的耐反复弯曲能力并显示其缺陷的试验;()顶锻试验:对规定尺寸的试样进行锤击或锻打。检验异型钢管在室温或热状态下承受顶锻塑性变形的能力并显示其缺陷的试验。在室温下进行的顶锻试验称室温顶锻试验,亦称冷顶锻试验。在热状态下进行的顶锻试验称热顶锻试验;()管卷边试验:将规定形状的顶心金属管端,鄂尔多斯外圆内方管,滨州方管,使管壁均匀卷至规定尺寸,检验管壁承受外卷塑性变形的能力并显示其缺陷的试验;()管液压试验:用水或规定充满金属管,在定时间内承受规定压力,检验异型钢管质量及强度并显示其缺陷的试验;()淬透性:指钢奥氏体化后接受淬火的能力,或奥氏体向马氏体转变的倾向,常用淬硬层的深度来说明。淬硬层的深度是指表面至半马氏体层的距离。对合金结构钢,检验淬透性的主要是标准规定的结构钢末端淬火试验;()切削加工性:异型钢管材料用切削工具加工时所表现出来的性能。在切削或磨削时,容易达到较高的表面加工精度,而且工具不易损耗,切屑容易脱落,碳钢方管,切削力较小等,都表示该金属材料的切削加工性好;()弯曲试验:用规定尺寸弯心将试样弯曲至规定程度,检验金属承受弯曲塑性变形的能力并显示其缺陷的试验。般应规定弯心直径尺寸和弯曲角度及对弯曲处表面的要求;()管弯曲试验:在带槽弯心上将试样弯曲至规定程度,检验异型钢管承受弯曲塑性变形的能力并显示其缺陷的试验;()管压扁试验:将金属管压扁至规定尺寸即使是用在C级和D级锈蚀的钢表面上,除锈效果也很好。好便宜预防措施:合理半成品尺寸,好过程中应轧件辊缝两边有无耳子和孔型错辊现象;注意观察轧件运行状况。预防措施:炼钢应作好钢水的冶炼和脱气工作,降低出钢温度,采用保护浇铸,避免次氧化;轧钢应合理炉温和冷却速度。和圆管相比,异型管般都有较大的惯性矩和截面模数,有较大的抗弯抗扭能力,鄂尔多斯异形钢管加工定做,可以大大减轻结构重量,产品,数千万产品任您挑选,异型管,异型钢管,异型镀锌钢管,异形方管,异型钢管厂家交易安全有.节约钢材。
液压系统中使用的钢管主要是异型钢管和平常无缝钢管,异型钢管尽管有着优良的机械性能,但由于高价位,精度低,未能获得广泛使用。而平常无缝钢管尽管使用广泛,但其机械性能较差,精度比较低,使用之前通常要经过系列的焊接、试装、酸洗、碱洗、水洗、长期串油、试漏,工序繁杂、费时、费材不可靠,且直未能彻底清除管内残余物,成为整个液压系统随时发生故障的大忧患。椐统计,液压系统中有70%的故障就是这原因造成的。异型钢管的工艺检测()反复弯曲试验:将试样端。在规定半径的圆柱形表面上进行90度的重复反向弯曲,检验金属的耐反复弯曲能力并显示其缺陷的试验;()顶锻试验:对规定尺寸的试样进行锤击或锻打。检验异型钢管在室温或热状态下承受顶锻塑性变形的能力并显示其缺陷的试验。在室温下进行的顶锻试验称室温顶锻试验,亦称冷顶锻试验。在热状态下进行的顶锻试验称热顶锻试验;()管卷边试验:将规定形状的顶心金属管端,滨州方管,使管壁均匀卷至规定尺寸,检验管壁承受外卷塑性变形的能力并显示其缺陷的试验;()管液压试验:用水或规定充满金属管,在定时间内承受规定压力,检验异型钢管质量及强度并显示其缺陷的试验;()淬透性:指钢奥氏体化后接受淬火的能力,或奥氏体向马氏体转变的倾向,常用淬硬层的深度来说明。淬硬层的深度是指表面至半马氏体层的距离。对合金结构钢,检验淬透性的主要是标准规定的结构钢末端淬火试验;()切削加工性:异型钢管材料用切削工具加工时所表现出来的性能。在切削或磨削时,容易达到较高的表面加工精度,而且工具不易损耗,切屑容易脱落,碳钢方管,切削力较小等,都表示该金属材料的切削加工性好;()弯曲试验:用规定尺寸弯心将试样弯曲至规定程度,检验金属承受弯曲塑性变形的能力并显示其缺陷的试验。般应规定弯心直径尺寸和弯曲角度及对弯曲处表面的要求;()管弯曲试验:在带槽弯心上将试样弯曲至规定程度,检验异型钢管承受弯曲塑性变形的能力并显示其缺陷的试验;()管压扁试验:将金属管压扁至规定尺寸,检验其塑性变形能力并显示其缺陷的试验;()管扩口试验:将规定锥度的顶心金属管端,使直径均匀地扩张至规定尺寸,检验异型钢管径向扩张塑性变形的能力并显示其缺陷的试验;异形钢管工艺处理异形钢管好时的工艺处理:异形钢管的好是非常严格的,因点差异就会导致其成品报废,异型钢管是以精密冷拔无缝钢管经黑色或灰色磷化工艺处理,并对磷化后的钢管进行封闭及防锈处理而做成的精密液压无缝钢管。制造费用()炉内的水蒸气方面,炉体材料可以干,先装炉,炉体数据必须干燥;方面为不锈钢异形管炉可将剩余的水,特别是如果有个以上的漏水孔管,不要去,如果你把炉子气氛。
()采用垂直外特性的电源,直流时采用正极性,焊丝接负极。钢管异型管可分为椭圆形异型钢管、角形异型钢管、角形异型钢管、菱形异型钢管、角形异型钢管、半圆形异型钢圆,不等边角形异型钢管、瓣梅花形异型钢管、双凸形异型钢管、双凹形异型钢管、瓜子形异型钢管、圆锥形异型钢管、波纹形异型钢管。鄂尔多斯()为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。去异形管是如何成功去产能的国际产能过剩的标准是率低于75%,去异型管产能率仅为75%,煤炭产能率不到70%。对于异型管厂家来讲,应该综合来考虑异型管的好力,又要综合考虑异型管所能取得的经济效益,向低能耗,高科技的方向发展;对于山东无缝钢管厂家来说,更重要的是调整产业结构,走科技创新化道路,提高产品的科技含量和附加值。()凹坑表面有局部周期性或无规律的凹下缺陷,原因是:轧制孔型有凸块或粘附有氧化铁皮;异型管表面无根结疤的脱落;外来金属物品代入孔型经轧制脱落后形成。