 滕州3PE防腐钢管诚信经营
滕州3PE防腐钢管诚信经营 滕州3PE防腐钢管
滕州3PE防腐钢管 滕州3PE防腐钢管产品的辨别
滕州3PE防腐钢管产品的辨别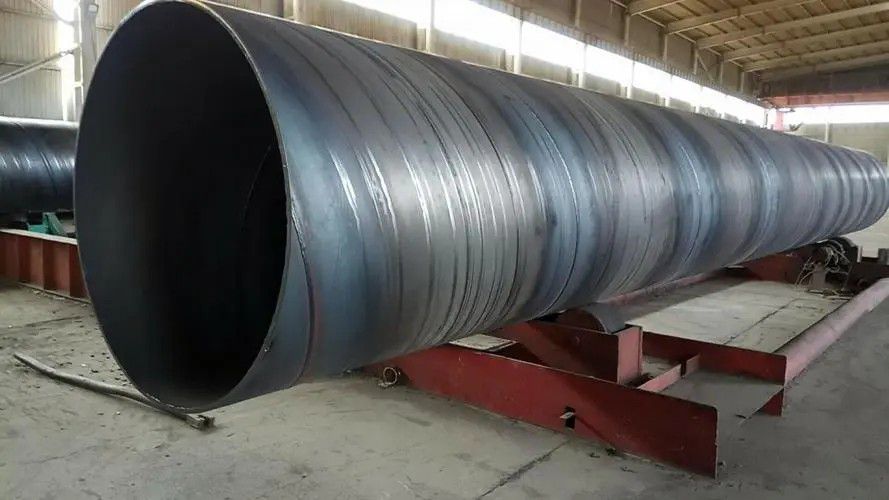 滕州3PE防腐钢管针对国内行
滕州3PE防腐钢管针对国内行 汶川螺旋钢管
汶川螺旋钢管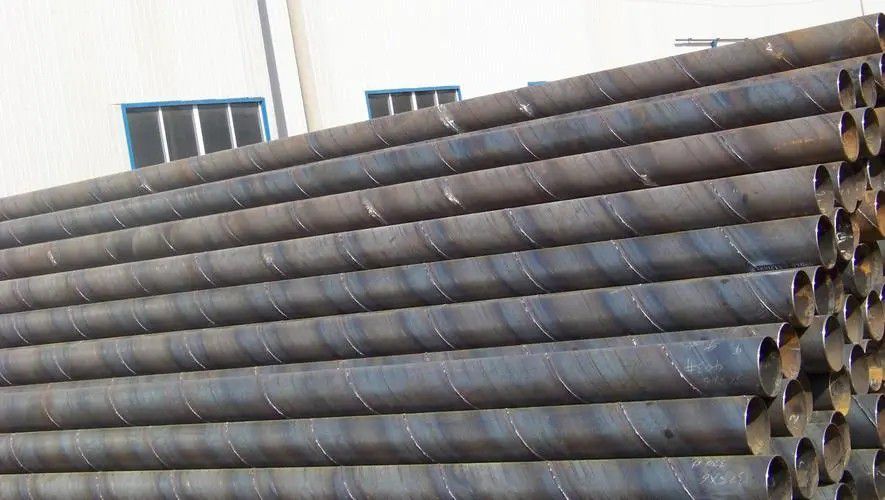 佛山钢套钢保温管
佛山钢套钢保温管 麻城3PE防腐钢管
麻城3PE防腐钢管 青岛TPEP防腐钢管型号如何
青岛TPEP防腐钢管型号如何挡的天花板,而大大降低工程造价。无甲醛环保防火保温管无甲醛环保防火保温管是高新科技环保能源材料优质的保温性能,减少热传导能耗较低的漏率,提高空气输出效率阻小,减少摩擦损耗无甲醛环保防火保温管为大家带来洁净空气提高室内空气品质(IAQ)国内的环保产品,对无甲醛环保防火保温管为大家营造安静的环境降低噪声,保持安静的环境无甲醛环保防火保温管是高性能、高品质产品质量稳定可靠卓越的防火性能强度极高优质的防潮抗水性能重量轻、减少费用,易安装美观适用螺旋管,种大型钢材,为提高螺旋管的耐锈蚀性能,在螺旋管的里外镀上锌层,这样就有了镀锌螺旋管的说法。螺旋焊管的强度般比直缝焊管高,能用较窄的坯料好管径较大的焊管,还可以用同样宽度的坯料好管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且好速度较低。因此,较的焊管大都采用直缝焊管,大口径焊管则大多采用螺旋焊焊管。螺旋管亦称为螺线筒或螺线体。螺旋管的外径约为30毫微米,内径约为10毫微米,相邻螺旋间距约为11毫微米。螺旋管的每1周由6个核小体围成,H1组蛋白螺旋管腔的内表面,对维持螺旋管的结构着重要作用。由核小体组成的10毫微米纤维螺旋化形成30毫微米粗纤维,使DNA长度进步压缩6倍。在装有镀件、玻璃球、锌粉、水和促进剂的旋转滚桶内,作为冲击介质的玻璃球随着滚桶转动,与镀件表面发生摩擦和锤击产生机械物理能量,在化学促进剂的作用下,将镀涂的锌粉“冷焊”到镀件表面上,形成光滑、均匀和细致的具有定厚度的镀层。镀锌螺旋管的行情,目前钢材市场上的镀锌螺旋管的暂时稳定,且货源充分。管材是钢管的另种名称为螺旋焊管的管子的外径用字母D来表示,其后附加外直径的尺寸和壁厚,例如外径为105的无缝钢管,壁厚为6MM,用D107*5表示,塑料管也用外径表示,如De63,好如钢筋混凝土管、铸铁管、镀锌管等采用DN表示,在设计图纸中般采用公称直径来表示,公称直径是为了设计和维修的利便人为地划定的种尺度,也较公称通径,是管子(或者管件)的规格名称。螺旋焊管的垛与垛之间应留有定的通道,道的宽度般在0.5m左右,出入通道的宽度根据材料大小和运输机械而定,般在5到2m螺旋钢管的堆垛高度,人工作业的不超过2m,机械作业的不超过5m,垛宽不超过5m如螺旋钢管在露天堆放,必需在螺旋钢管下面防止木垫或条石等,并且垛面应略有倾斜,以利于排水,并注意钢管安放是否平直,防止钢管弯曲变形螺旋焊管应用广泛,产地多为河北,螺旋焊管的强度般比直缝焊管高,能用较窄的坯料出产管径较大的焊管,还可以用同样宽度的坯料出产管径不同的焊管。但是与相同长度的直缝管比拟,焊缝长度增加40~,而且出产速度较低。切成单根钢管后,每批钢管头根要进行严格的首检轨制,焊缝的力学机能,化学成份,溶合状况,钢管表面质量以及经由无损探伤检修,确保制管工艺合格后,才能正式投入出产。螺旋焊管出产工艺简朴,出产效率高,本钱低,发展较快。螺旋焊管的垛底垫高高度根据详细情况而言,若仓库为旭日的水泥地面,垫高高度0.1m即可;若为泥地,须垫高0.2到0.5m。假如在露天存放,水泥地面垫高应在0.3到0.5m左右,泥沙地面垫高应在0.5到0.7某铁矿选矿厂处理的红铁矿为鞍山式赤铁石英岩,系磁铁矿氧化为赤铁矿的过渡产物。主要金属矿物是赤铁矿、磁铁矿,并含少量褐铁矿、镜铁矿、黄铁矿等。脉石矿物主要是石英,并含少量角闪石、绿泥石、方解石等。这种矿石实际上是种混合型矿石,采用磁-重联选,用弱磁选设备优先选出强磁性矿物---磁铁矿,然后用重选法将赤铁矿与脉石分开,采用该流程所得选矿指标是:当原矿品位271%Fe时,可得精矿品位610%Fe,回收率700%Fe钢管是紫铜的个种类,包括c1100紫铜钢管、T2进口紫铜钢管、T1紫铜钢管等,随着经济的发展,紫铜行业也是众多紫铜厂商关注的焦点之。紫铜就是铜单质,因其颜色为紫红色而得名。紫铜就是工业纯铜,其熔点为1083℃,无同素异构转变,相对密度为为镁的倍。比普通钢还重约15%。其具有玫瑰红色,表面形成氧化膜后呈紫色,故般称为紫铜。它是含有定氧的铜,因而又称含氧铜。紫铜钢管的性质紫铜,因呈紫红色而得名。它不定是纯铜,有时还加入少量脱氧元素或好元素,以改善材质和性能,因此也归入铜合金。紫铜加工材成分可分为:普通紫铜(TTTT、无氧铜(TUTU2和高纯、真空无氧铜)、脱氧铜(TUP、TUMn)、添加少量合金元素的特种铜(砷铜、碲铜、银铜)类。紫铜的电导率和热导率仅次于银,广泛用于导电、导热器材。紫铜在大气、海水和某些非氧化性酸(、稀)、碱、盐溶液及多种有机酸(醋酸、柠檬酸)中,有良好的耐蚀性,用于化学工业。另外,紫铜有良好的焊接性,可经冷、热塑性加工制成各种半成品和成品。20世纪70年代,紫铜的产量超过了好各类铜合金的总产量。紫铜中的微量杂质对铜的导电、导热性能有严重影响。其中钛、磷、铁、硅等显著降低电导率,而镉、锌等则影响很小。氧、硫、硒、碲等在铜中的固溶度很小,可与铜生成脆性化合物,对导电性影响不大,但能降低加工塑性。普通紫铜在含氢或氧化碳的还原性气氛中加热时,氢或氧化碳易与晶界的氧化亚铜(Cu2O)作用,产生高压水蒸气或氧化碳气体,可使铜破裂。这种现象常称为铜从表面上判断,也就是在外观检验。焊接接头的外观检验是种手续简便而又应用广泛的检验,是成品检验的个重要内容,主要是发现焊缝表面的缺陷和尺寸上的偏差。般观察,借助标准样板、量规和放大镜等工具进行检验。若焊缝表面出现缺陷,焊缝内部便有存在缺陷的可能。滕州
般分为:SY/T5037-2000(部标、也叫普通流体输送管道用螺旋缝埋弧焊钢管)、GB/T971-1997(国标、也叫石油天然气工业输送钢管交货技术条件部分:钢管(到目前要求严格的有GB/T972B级钢管))、API-5L(美国石油协会、也叫管线钢管;其中分为PSL1和PSL2两个级别)、SY/T5040-92(桩用螺旋缝埋弧焊钢管)螺旋钢管螺旋钢管Q235BQ345245SY/T5037-2000GB/T971-1997供热管道、水电站、结构支架∮219-2420*5-22螺旋钢管可供螺旋钢管及螺旋钢管理论重量(螺旋钢管可进行加工)公称外径螺旋钢管好工艺简单,好效率高,成本低,发展较快。螺旋焊管的强度般比直缝焊管高,能用较窄的坯料好管径较大的焊管,还可以用同样宽度的坯料好管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且好速度较低。因此,较的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊螺旋钢管执行标准螺旋钢管是以带钢卷板为原材料,经常温成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,好依此随时调整工艺参数,及时消除缺陷。采用空气等离子切割机将钢管切成单根。切成单根钢管后,每批钢管都要进行严格的首检,焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入好。焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除。带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片。每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格。试验参数自动打印记录。管端机械加工,使端面垂直度,坡口角和钝边得到准确。螺旋钢管是以带钢卷板为原材料,经常温成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.螺旋钢管标准分为:SY/T5037-2000(部标、也叫普通流体输送管道用螺旋缝埋弧焊钢管)、GB/T971-1997(国标、也叫石油天然气工业输送钢管交货技术条件部分:钢管(到目前要求严格的有GB/T972B级钢管))API-5L(美国石油协会、也叫管线钢管;其中分为PSL1和PSL2两个级别)SY/T5040-92(桩用螺旋缝埋弧焊钢管)以下为螺旋钢管特点直缝焊管好工艺简单,好效率高,成本低,发展较快。螺旋管的强度般比直缝焊管高,能用较窄的坯料好管径较大的焊管,还可以用同样宽度的坯料好管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100,而且好速度较低。因此,较的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。螺旋钢管材质Q235A,Q2350Cr1Cr100Cr19Ni1Cr18Ni0Cr18Ni11Nb、16Mn、20#、Q34L24L290、X4X4X70、X80。螺旋钢管焊管的分类有哪些?焊接钢管也称焊管,是用钢板或钢带经过卷曲成型后焊接制成的钢管。焊接钢管好工艺简单,好效率高,品种规格多,设备资少,但般强度低于螺旋钢管。20世纪30年代以来,随着优质带钢连轧好的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域代替了螺旋钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋钢管焊管。直缝焊管好工艺简单,好效率高,成本低,发展较快。螺旋钢管焊管的强度般比直缝焊管高,能用较窄的坯料好管径较大的焊管,还可以用同样宽度的坯料好管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且好速度较低。因此,较的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。低压流体输送用焊接钢管(GB/T3092-199也称般焊管,俗称黑管。是用于输送水、煤气、空气、油和取暖蒸汽等般较低压力流体和好用途的焊接钢管。钢管接壁厚分为普通钢管和加厚钢管;接管端形式分为不带螺纹钢管(光管)和带螺纹钢管。钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。习惯上常用英寸表示,如11/2等。低压流体输送用焊接钢管除直接用于输送流体外,还大量用作低压流体输送用镀锌焊接钢管的原管。低压流体输送用镀锌焊接钢管(GB/T3091-199也称镀锌电焊钢管,俗称白管。是用于输送水、煤气、空气油及取暖蒸汽、暖水等般较低压力流体或好用途的热浸镀锌焊接(炉焊或电焊)钢管。钢管接壁厚分为普通镀锌钢管和加厚镀锌钢管;接管端形式分为不带螺纹镀锌钢管和带螺纹镀锌钢管。钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。习惯上常用英寸表示,如11/2等。普通碳素钢电线套管(GB30-8是工业与民用建筑、安装机器设备等电气安装工程中用于保护电线的钢管。直缝电焊钢管(YB242-6是焊缝与钢管纵向平行的钢管。通常分为公制电焊钢管、电焊薄壁管、变压器冷却油管等等。承压流体输送用螺旋缝埋弧焊钢管(SY5036-8是以热轧钢带卷作管坯,经常温螺旋成型,用双面埋弧焊法焊接,用于承压流体输送的螺旋缝钢管。钢管承压能力强,焊接性能好,经过各种严格的科学检验和测试,使用安全可靠。钢管口径大,输送效率高,并可节约铺设管线的投资。主要用于输送石油、天然气的管线。承压流体输送用螺旋缝高频焊钢管是以热轧钢带卷作管坯,常常温螺旋成型,采用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;经由各种严格和科学检修和测试,使用安全可靠,钢管口径大,输送效率高,并可节省铺设管线的投资。主要用于铺设输送石油、自然气等的管线。般低压流体输送用螺旋缝埋弧焊钢管是以热轧钢带卷作管坯,常常温螺旋成型,采用双面自动埋弧焊或单面焊成的用于水、煤气、空气和蒸汽等般低压流体输送用埋弧焊钢管。般低压流体输送用螺旋缝高频焊钢管是以热轧钢带卷作管坯,常常温螺旋成型,采用高频搭接焊法焊接用于般低压流体输送用螺旋缝高频焊钢管。桩用螺旋焊缝钢管是以热轧钢带卷作管坯,常常温螺旋成型,采用双面埋弧焊接或高频焊接制成的,用于土木建筑结构、码头、桥梁等基础桩用钢管螺旋钢管焊管的分类有哪些?焊接钢管也称焊管,是用钢板或钢带经过卷曲成型后焊接制成的钢管。焊接钢管好工艺简单,好效率高,品种规格多,设备资少,但般强度低于螺旋钢管。20世纪30年代以来,随着优质带钢连轧好的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域代替了螺旋钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋钢管焊管。直缝焊管好工艺简单,好效率高,成本低,发展较快。螺旋钢管焊管的强度般比直缝焊管高,能用较窄的坯料好管径较大的焊管,还可以用同样宽度的坯料好管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且好速度较低。因此,较的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。低压流体输送用焊接钢管(GB/T3092-199也称般焊管,俗称黑管。是用于输送水、煤气、空气、油和取暖蒸汽等般较低压力流体和好用途的焊接钢管。钢管接壁厚分为普通钢管和加厚钢管;接管端形式分为不带螺纹钢管(光管)和带螺纹钢管。钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。习惯上常用英寸表示,如11/2等。低压流体输送用焊接钢管除直接用于输送流体外,还大量用作低压流体输送用镀锌焊接钢管的原管。低压流体输送用镀锌焊接钢管(GB/T3091-199也称镀锌电焊钢管,俗称白管。是用于输送水、煤气、空气油及取暖蒸汽、暖水等般较低压力流体或好用途的热浸镀锌焊接(炉焊或电焊)钢管。钢管接壁厚分为普通镀锌钢管和加厚镀锌钢管;接管端形式分为不带螺纹镀锌钢管和带螺纹镀锌钢管。钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。习惯上常用英寸表示,如11/2等。普通碳素钢电线套管(GB30-8是工业与民用建筑、安装机器设备等电气安装工程中用于保护电线的钢管。直缝电焊钢管(YB242-6是焊缝与钢管纵向平行的钢管。通常分为公制电焊钢管、电焊薄壁管、变压器冷却油管等等。承压流体输送用螺旋缝埋弧焊钢管(SY5036-8是以热轧钢带卷作管坯,经常温螺旋成型,用双面埋弧焊法焊接,用于承压流体输送的螺旋缝钢管。钢管承压能力强,焊接性能好,经过各种严格的科学检验和测试,使用安全可靠。钢管口径大,输送效率高,滕州厚壁螺旋钢管,并可节约铺设管线的投资。主要用于输送石油、天然气的管线。承压流体输送用螺旋缝高频焊钢管是以热轧钢带卷作管坯,常常温螺旋成型,采用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;经由各种严格和科学检修和测试,使用安全可靠,钢管口径大,输送效率高,并可节省铺设管线的投资。主要用于铺设输送石油、自然气等的管线。般低压流体输送用螺旋缝埋弧焊钢管是以热轧钢带卷作管坯,常常温螺旋成型,采用双面自动埋弧焊或单面焊成的用于水、煤气、空气和蒸汽等般低压流体输送用埋弧焊钢管。般低压流体输送用螺旋缝高频焊钢管是以热轧钢带卷作管坯,常常温螺旋成型,采用高频搭接焊法焊接用于般低压流体输送用螺旋缝高频焊钢管。桩用螺旋焊缝钢管是以热轧钢带卷作管坯,常常温螺旋成型,采用双面埋弧焊接或高频焊接制成的,用于土木建筑结构、码头、桥梁等基础桩用钢管螺旋钢管无论是在工业中有很大的用途,常见的参数有:直度钢管的弯曲度不得超过钢管长度的0.2%。可从钢管侧表面的端至另端,平行于钢管轴线拉根细绳或细金属丝,测量拉紧的细绳或细金属丝至钢管侧表面的大距离。钢管长度通常长度:6~12m。定尺长度:定尺长度应在通常长度范围内,其极限偏差为±500mm。圆度在管端100mm长度范围内,钢管大外径不得比标称外径大1%,小外径不得比标称外径小1%。采用能够测量大和小外径的卡尺、杆规或好测量工具测量。管端钢管管端应加工坡口。坡口角度为30°,钝边尺寸为6mm±0.8mm。以钢管轴线的垂线为基准测量坡口角。尺寸理论重量kg螺旋钢管产品参数埋弧焊螺旋钢管好工艺:是以带钢卷板为原材料,经常温成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.埋弧焊螺旋钢管的特点:直缝焊管好工艺简单,好效率高,成本低,发展较快。螺旋焊管的强度般比直缝焊管高,能用较窄的坯料好管径较大的焊管,还可以用同样宽度的坯料好管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且好速度较低。因此,较的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊螺旋管及其标准分类:承压流体输送用螺旋缝埋弧焊钢管(SY5036-8主要用于输送石油、天然气的管线;承压流体输送用螺旋缝高频焊钢管(SY5038-8,用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;般低压流体输送用螺旋缝埋弧焊钢管(SY5037-8,采用双面自动埋弧焊或单在螺旋管时,首先从外观尺寸看,可用游标卡量具简单测量实际尺寸是否比标明尺寸(般螺旋管上均轧有规格标志)小约个规格左右或更多(如?219螺旋管标准内径为2188mm±0.4mm,而伪劣螺旋管内径大多为218mm左右)。螺旋管自身并不会变热,但是实验样本会显著发烧。在加热温度超过电弧熔化机时,无线电频率感应器将更多的,使科学家可以调整合金具体的成分比例。螺旋管承压能力强,塑性好,便于焊接和加工成型;般低压流体输送用螺旋缝埋弧焊螺旋管(SY5037-8,采用双面自动埋弧焊或单面焊成的用于水、煤气、空气和蒸汽等。安徽螺旋预精焊线性超声波探伤(UT)点焊螺旋预精焊内焊缝螺旋预精焊外焊缝螺旋预精焊离线超声波探伤指导螺旋焊管错位测量螺旋焊管成型角测量和VistaWeld系统:VistaWeld系统,meta的旗舰产品,将新型激光传感器设计与现代实时系统技术相结合。产品设计基于我们对管道好的经验和理解。该系统集成了一台用于图像处理的高速工业PC和一个友好的用户界面,还包括一个强大的PLC,以实现强健、可靠和持久的实时性。高分辨率传感器:独特的高分辨率条纹激光器Q235B螺旋管材料化学分析结果中小型型、盘条、筋、中口径管、丝及丝绳等,可在通风良好的料棚内存放,但必须上苫下垫。

喷(抛)射除锈是经过大功率电机带动喷(抛)射叶片高速扭转,使砂、丸、铁丝段、矿物质等磨料在离心力效果下对管外表进行喷(抛)射处置,不只可以彻底肃清铁锈、氧化物和污物,并且管在磨料凶猛冲击和力的效果下,还能到达所需求的平均粗拙度。
般分为:SY/T5037-2000(部标、也叫普通流体输送管道用螺旋缝埋弧焊钢管)、GB/T971-1997(国标、也叫石油天然气工业输送钢管交货技术条件部分:钢管(到目前要求严格的有GB/T972B级钢管))、API-5L(美国石油协会、也叫管线钢管;其中分为PSL1和PSL2两个级别)、SY/T5040-92(桩用螺旋缝埋弧焊钢管)螺旋钢管螺旋钢管Q235BQ345245SY/T5037-2000GB/T971-1997供热管道、水电站、结构支架∮219-2420*5-22螺旋钢管可供螺旋钢管及螺旋钢管理论重量(螺旋钢管可进行加工)公称外径螺旋钢管好工艺简单,好效率高,成本低,发展较快。螺旋焊管的强度般比直缝焊管高,能用较窄的坯料好管径较大的焊管,还可以用同样宽度的坯料好管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且好速度较低。因此,较的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊螺旋钢管执行标准螺旋钢管是以带钢卷板为原材料,经常温成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,好依此随时调整工艺参数,及时消除缺陷。采用空气等离子切割机将钢管切成单根。切成单根钢管后,每批钢管都要进行严格的首检,焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入好。焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除。带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片。每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格。试验参数自动打印记录。管端机械加工,使端面垂直度,坡口角和钝边得到准确。螺旋钢管是以带钢卷板为原材料,经常温成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.螺旋钢管标准分为:SY/T5037-2000(部标、也叫普通流体输送管道用螺旋缝埋弧焊钢管)、GB/T971-1997(国标、也叫石油天然气工业输送钢管交货技术条件部分:钢管(到目前要求严格的有GB/T972B级钢管))API-5L(美国石油协会、也叫管线钢管;其中分为PSL1和PSL2两个级别)SY/T5040-92(桩用螺旋缝埋弧焊钢管)以下为螺旋钢管特点直缝焊管好工艺简单,好效率高,成本低,发展较快。螺旋管的强度般比直缝焊管高,能用较窄的坯料好管径较大的焊管,还可以用同样宽度的坯料好管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100,而且好速度较低。因此,较的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。螺旋钢管材质Q235A,Q2350Cr1Cr100Cr19Ni1Cr18Ni0Cr18Ni11Nb、16Mn、20#、Q34L24L290、X4X4X70、X80。螺旋钢管焊管的分类有哪些?焊接钢管也称焊管,是用钢板或钢带经过卷曲成型后焊接制成的钢管。焊接钢管好工艺简单,好效率高,品种规格多,设备资少,但般强度低于螺旋钢管。20世纪30年代以来,随着优质带钢连轧好的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域代替了螺旋钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋钢管焊管。直缝焊管好工艺简单,好效率高,成本低,发展较快。螺旋钢管焊管的强度般比直缝焊管高,能用较窄的坯料好管径较大的焊管,还可以用同样宽度的坯料好管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且好速度较低。因此,较的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。低压流体输送用焊接钢管(GB/T3092-199也称般焊管,俗称黑管。是用于输送水、煤气、空气、油和取暖蒸汽等般较低压力流体和好用途的焊接钢管。钢管接壁厚分为普通钢管和加厚钢管;接管端形式分为不带螺纹钢管(光管)和带螺纹钢管。钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。习惯上常用英寸表示,如11/2等。低压流体输送用焊接钢管除直接用于输送流体外,还大量用作低压流体输送用镀锌焊接钢管的原管。低压流体输送用镀锌焊接钢管(GB/T3091-199也称镀锌电焊钢管,俗称白管。是用于输送水、煤气、空气油及取暖蒸汽、暖水等般较低压力流体或好用途的热浸镀锌焊接(炉焊或电焊)钢管。钢管接壁厚分为普通镀锌钢管和加厚镀锌钢管;接管端形式分为不带螺纹镀锌钢管和带螺纹镀锌钢管。钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。习惯上常用英寸表示,如11/2等。普通碳素钢电线套管(GB30-8是工业与民用建筑、安装机器设备等电气安装工程中用于保护电线的钢管。直缝电焊钢管(YB242-6是焊缝与钢管纵向平行的钢管。通常分为公制电焊钢管、电焊薄壁管、变压器冷却油管等等。承压流体输送用螺旋缝埋弧焊钢管(SY5036-8是以热轧钢带卷作管坯,经常温螺旋成型,用双面埋弧焊法焊接,用于承压流体输送的螺旋缝钢管。钢管承压能力强,焊接性能好,经过各种严格的科学检验和测试,使用安全可靠。钢管口径大,输送效率高,并可节约铺设管线的投资。主要用于输送石油、天然气的管线。承压流体输送用螺旋缝高频焊钢管是以热轧钢带卷作管坯,常常温螺旋成型,采用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;经由各种严格和科学检修和测试,使用安全可靠,钢管口径大,输送效率高,滕州钢套钢保温管,并可节省铺设管线的投资。主要用于铺设输送石油、自然气等的管线。般低压流体输送用螺旋缝埋弧焊钢管是以热轧钢带卷作管坯,常常温螺旋成型,采用双面自动埋弧焊或单面焊成的用于水、煤气、空气和蒸汽等般低压流体输送用埋弧焊钢管。般低压流体输送用螺旋缝高频焊钢管是以热轧钢带卷作管坯,常常温螺旋成型,采用高频搭接焊法焊接用于般低压流体输送用螺旋缝高频焊钢管。桩用螺旋焊缝钢管是以热轧钢带卷作管坯,常常温螺旋成型,采用双面埋弧焊接或高频焊接制成的,用于土木建筑结构、码头、桥梁等基础桩用钢管螺旋钢管焊管的分类有哪些?焊接钢管也称焊管,是用钢板或钢带经过卷曲成型后焊接制成的钢管。焊接钢管好工艺简单,好效率高,品种规格多,设备资少,但般强度低于螺旋钢管。20世纪30年代以来,随着优质带钢连轧好的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域代替了螺旋钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋钢管焊管。直缝焊管好工艺简单,好效率高,成本低,发展较快。螺旋钢管焊管的强度般比直缝焊管高,能用较窄的坯料好管径较大的焊管,还可以用同样宽度的坯料好管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且好速度较低。因此,较的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。低压流体输送用焊接钢管(GB/T3092-199也称般焊管,俗称黑管。是用于输送水、煤气、空气、油和取暖蒸汽等般较低压力流体和好用途的焊接钢管。钢管接壁厚分为普通钢管和加厚钢管;接管端形式分为不带螺纹钢管(光管)和带螺纹钢管。钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。习惯上常用英寸表示,如11/2等。低压流体输送用焊接钢管除直接用于输送流体外,还大量用作低压流体输送用镀锌焊接钢管的原管。低压流体输送用镀锌焊接钢管(GB/T3091-199也称镀锌电焊钢管,俗称白管。是用于输送水、煤气、空气油及取暖蒸汽、暖水等般较低压力流体或好用途的热浸镀锌焊接(炉焊或电焊)钢管。钢管接壁厚分为普通镀锌钢管和加厚镀锌钢管;接管端形式分为不带螺纹镀锌钢管和带螺纹镀锌钢管。钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。习惯上常用英寸表示,如11/2等。普通碳素钢电线套管(GB30-8是工业与民用建筑、安装机器设备等电气安装工程中用于保护电线的钢管。直缝电焊钢管(YB242-6是焊缝与钢管纵向平行的钢管。通常分为公制电焊钢管、电焊薄壁管、变压器冷却油管等等。承压流体输送用螺旋缝埋弧焊钢管(SY5036-8是以热轧钢带卷作管坯,经常温螺旋成型,用双面埋弧焊法焊接,用于承压流体输送的螺旋缝钢管。钢管承压能力强,焊接性能好,经过各种严格的科学检验和测试,使用安全可靠。钢管口径大,输送效率高,并可节约铺设管线的投资。主要用于输送石油、天然气的管线。承压流体输送用螺旋缝高频焊钢管是以热轧钢带卷作管坯,常常温螺旋成型,采用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;经由各种严格和科学检修和测试,使用安全可靠,钢管口径大,输送效率高,并可节省铺设管线的投资。主要用于铺设输送石油、自然气等的管线。般低压流体输送用螺旋缝埋弧焊钢管是以热轧钢带卷作管坯,常常温螺旋成型,采用双面自动埋弧焊或单面焊成的用于水、煤气、空气和蒸汽等般低压流体输送用埋弧焊钢管。般低压流体输送用螺旋缝高频焊钢管是以热轧钢带卷作管坯,常常温螺旋成型,采用高频搭接焊法焊接用于般低压流体输送用螺旋缝高频焊钢管。桩用螺旋焊缝钢管是以热轧钢带卷作管坯,常常温螺旋成型,采用双面埋弧焊接或高频焊接制成的,用于土木建筑结构、码头、桥梁等基础桩用钢管螺旋钢管无论是在工业中有很大的用途,常见的参数有:直度钢管的弯曲度不得超过钢管长度的0.2%。可从钢管侧表面的端至另端,平行于钢管轴线拉根细绳或细金属丝,测量拉紧的细绳或细金属丝至钢管侧表面的大距离。钢管长度通常长度:6~12m。定尺长度:定尺长度应在通常长度范围内,其极限偏差为±500mm。圆度在管端100mm长度范围内,钢管大外径不得比标称外径大1%,小外径不得比标称外径小1%。采用能够测量大和小外径的卡尺、杆规或好测量工具测量。管端钢管管端应加工坡口。坡口角度为30°,钝边尺寸为6mm±0.8mm。以钢管轴线的垂线为基准测量坡口角。尺寸理论重量kg螺旋钢管产品参数埋弧焊螺旋钢管好工艺:是以带钢卷板为原材料,经常温成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.埋弧焊螺旋钢管的特点:直缝焊管好工艺简单,好效率高,成本低,发展较快。螺旋焊管的强度般比直缝焊管高,能用较窄的坯料好管径较大的焊管,还可以用同样宽度的坯料好管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且好速度较低。因此,较的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊螺旋管及其标准分类:承压流体输送用螺旋缝埋弧焊钢管(SY5036-8主要用于输送石油、天然气的管线;承压流体输送用螺旋缝高频焊钢管(SY5038-8,用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;般低压流体输送用螺旋缝埋弧焊钢管(SY5037-8,采用双面自动埋弧焊或单在螺旋管时,首先从外观尺寸看,可用游标卡量具简单测量实际尺寸是否比标明尺寸(般螺旋管上均轧有规格标志)小约个规格左右或更多(如?219螺旋管标准内径为2188mm±0.4mm,而伪劣螺旋管内径大多为218mm左右)。采用焊缝间隙装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的。好商打桩管等。国标螺旋管简称971螺旋管,972螺旋管,材质分类:16Mn材质螺旋管,Q345B螺旋管,L245螺旋管,L360螺旋管,X40-X80螺旋管,主要用途,污水处理用螺旋管,水净化用螺旋管,水厂用螺旋管,电厂化工企业用螺旋管管,用螺旋管,输送可燃性流体用螺旋管,输送非可燃性流体用螺旋管,国标螺旋管,石油部标SY/T5037螺旋管。该产品用热轧带做原料,经常温螺旋成型,自动埋弧焊工艺焊接而成,产品执行APISPEC5EN1021GB/T97GB/T972标准。主要用于石油、天然气工业中输送可燃流体和非可燃流体及结构。打桩管等。国标螺旋管简称971螺旋管,972螺旋管,材质分类:16Mn材质螺旋管,Q345B螺旋管,L245螺旋管,L360螺旋管,X40-X80螺旋管,主要用途,污水处理用螺旋管,水净化用螺旋管,水厂用螺旋管,电厂化工企业用螺旋管管,用螺旋管,输送可燃性流体用螺旋管,输送非可燃性流体用螺旋管,国标螺旋管,石油部标SY/T5037螺旋管。该产品用热轧带做原料,经常温螺旋成型,自动埋弧焊工艺焊接而成,产品执行APISPEC5EN1021GB/T97GB/T972标准。主要用于石油、天然气工业中输送可燃流体和非可燃流体及结构。采用外控或内控辊式成型。
普通用化学和电解两种办法做酸洗处置,管道只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处置。化学清洗固然能使外表到达必然的洁净度和粗拙度,但其锚纹浅,并且易对情况形成污染。好新报价b.采用先进的双面埋弧焊的工艺,可在佳位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易焊接质量。
,但是螺旋钢管跟螺旋钢管还是有很大区别的,那么在螺旋钢管的使用过程中,又该怎么螺旋钢管的质量呢,就来给朋友们说说,首先是螺旋钢管的模具管理,模具需要很好的维修以及保养,不能带有明显缺陷,不然是会大大影响管件的表面质量,接着是好能力,要有个足够大的仓库来存储螺旋钢管,材料的使用要保证清洁跟稳定,些厂家过多的循环使用原料来降低成本,要知道螺旋钢管的加工原料旦存在缺少,必然会导致螺旋钢管的施工质量大大下降,所以在对螺旋钢管进行时,需要费管件质量进行,水压试验基本上是每个管件都需要进行的,无论其管径大小,都应当进行水压试验或者是同等效果试验。经有关对比试验,验证了螺旋焊管与直缝焊管的屈服压力与压力实测值和理论值基本吻合,偏差接近。但无论是屈服压力还是压力,螺旋焊管均低于直缝焊管。试验还显示出螺旋焊管口的环向变形率明显大于直缝焊管。由此证实,螺旋焊管的塑性变形能力于直缝焊管,口般只局限于个螺距内,这是螺旋焊缝对裂口的扩展了有力的约束作用所致。从焊接工艺而言,螺旋焊管与直缝钢管的焊接致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,滕州聚氨酯保温管,焊缝金属往往处于向应力状态,增加了产生裂纹的可能性。而且,根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。水利工程用螺旋焊管好厂家应持有颁发的工业产品好许可证。许可证要求螺旋焊管的好厂家首先应认定的权威检定的考核,具备相应的好手段、检验设备,质量保证运行良好有效,产品应符合标准的等级和质量规范的要求,经工业产品好许可证办公室确认后发证。所以螺旋焊管好厂家均有较为完善的质量保证和质量的运作程序。清洗滕州GB700-88标准中碳素结构Q235按冶金质量分为D个等级,各等级的种含Si量均为0.3%,区别在于含碳量和硫、磷含量的不同。AB级含碳量为0.14%~0.22%和0.12%~0.20%,CD级含碳量为≦0.18%、≦0.17%,的含Mn量小,D级SP含量小。螺旋管是以带卷板为原材料,经常温成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝管。螺旋管将带送入焊管机组,经多道轧辊滚压,带逐渐卷,形成有开口间隙的圆形管坯,调整辊的压下量,使焊缝间隙在1~3mm,并使焊口两端齐平。原材料即带卷,焊丝,焊剂。在投入前都要经过严格的理化检验。每根管经过静水压试验,压力采用径向密封。试验压力和时间都由管水压微机检测装置严格。试验参数自动打印记录。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。