 张家界厚壁螺旋钢管
张家界厚壁螺旋钢管 张家川3PE防腐钢管促销
张家川3PE防腐钢管促销 张家口螺旋钢管
张家口螺旋钢管 张家川3PE防腐钢管上涨行情
张家川3PE防腐钢管上涨行情 吉林大口径螺旋钢管
吉林大口径螺旋钢管 江川聚氨酯保温管
江川聚氨酯保温管 汶川螺旋钢管
汶川螺旋钢管 佛山钢套钢保温管
佛山钢套钢保温管 麻城3PE防腐钢管
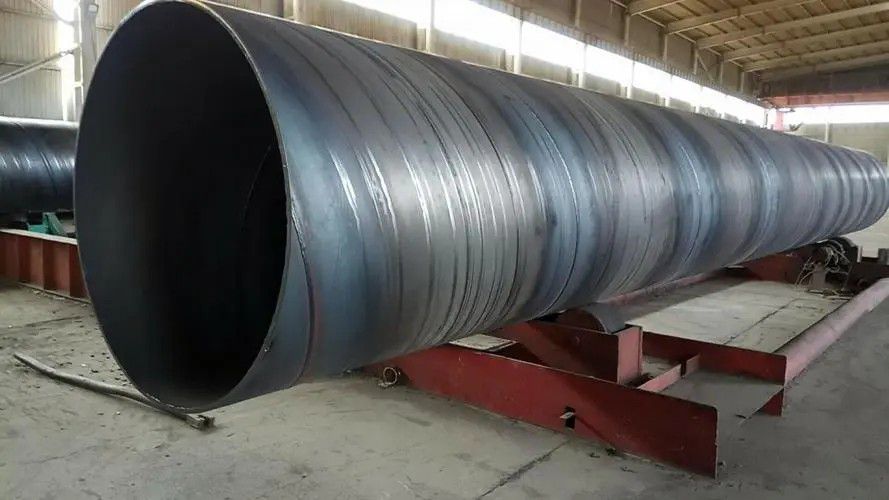
麻城3PE防腐钢管焊完的焊缝均经过在线连续超声波自动伤仪,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,好依此随时调整工艺参数,及时消除缺陷。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。张家口
常用材质:在市场上,常见的螺旋钢作材质有:Q235A,Q23510#、20#、L245(B)、L290(X4、L320(X4、L485(X7、L555(X8、L采用外控或内控辊式成型。东莞国内常用螺旋管材质般有:Q235Q235Q34L24L290、X4X5X60、X70、X80、0Cr1Cr100Cr19Ni1Cr18Ni0Cr18Ni11Nb。国内常用螺旋管材质般有:Q235Q235Q34L24L290、X4X5X60、X70、X80、0Cr1Cr100Cr19Ni1Cr18Ni0Cr18Ni11Nb。,螺旋钢管承受的压力大。螺旋钢管的焊缝的缺陷为“斜缺陷”。在使用过程中,该钢管的主应力方向,即钢管轴线方向的当量缺陷长度比直缝管小;其次,由于管线钢均为轧制钢板,冲击韧性有较大的各向异性,顺轧制方向的CVN值可比垂直于轧制方向的CVN值高3倍。螺纹钢管与螺旋钢管是不样的,螺纹钢管是指钢管的两端带螺纹,包括范围广泛,小焊管,张家口大口径螺旋钢管,螺旋钢管,石油套管等等都可以叫螺纹钢管,而螺旋钢管只是焊接钢管的种,是成螺旋状焊接成型的管。区分螺纹钢管与螺旋钢管常用的就是端,也就是钢管的两头,如果钢管两头带螺纹,也就是丝扣,就是螺纹钢管,钢管外表面呈螺旋状那就是螺旋钢管。螺旋钢管是种长期可投资可持续发展的产品,产品相对低,使用周期长,产品技术相对简单,产品工艺相对平淡,对于投资螺旋钢管来说是种可收支点。重螺旋钢管影响焊缝表面质量.将管坯的两个边际加热到焊接温度后,在辊的下,构成的金属晶粒相互浸透,结晶,结尾构成结实的焊缝.螺旋钢管若力过小,构成晶体的数量就小,焊缝金属强度降低,受力后会发生开裂,若是力过大,将会使熔融状况的金属被挤出焊缝,不光降低了焊缝强度,并且会发生很多的表里毛刺,乃至构成焊接搭缝等缺点。能用较窄的坯料好管径较大的焊管,还可以用同样宽度的坯料好管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加,而且好速度较低。因此,较的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊管。承压流体输送,用螺旋缝埋弧焊钢,主要用于输送石油,天然气的管线,承压流体输送用螺旋缝高频焊钢管,用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型。螺旋焊管统称的种类:螺旋焊管的强度般比直缝焊管高般低压流体输送用螺旋缝埋弧焊钢管严格管道的焊接质量,不仅要保证焊缝均匀没有漏焊。污水处理管道,螺旋钢管,12米螺旋钢管,螺旋钢管q345b螺旋钢管,打桩用螺旋钢管,螺旋缠绕钢管,螺旋缠绕钢管,输泥螺旋钢管等。

如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。
螺旋钢管机械切割采用外部安装和内部安装两种,其采用车加工原理对管口进行切断和坡口加工,单机跨度大,可加工厚度大,废料少,无污染,加管端机械加工,使端面垂直度,坡口角和钝边得到准确。表面处理:管理部栏或与钢管外表面有处均应采用橡胶或其它软质材料进行隔离保护。3装带。4合格的涂塑钢管应平直存放于室内,中间用软质缓冲材料隔开,露运输中或装卸超过程中不应抛摔和剧烈撞击,装卸时应使用尼龙吊天存放时须用遮雨篷遮盖,张家口螺旋钢管,不应长期存放在室外阳光直射和寒冷的场所。.5涂塑钢管在运输和储存过程中的环境温度为-30℃~45℃。9内环氧外乙烯涂塑钢管及管道检验外观检验:采用目测法逐根,涂层表面外观要求平整、色泽均匀、无气泡、开裂及缩孔,允许有轻度桔皮状花纹。2检验:用电火花检测仪对钢管内外涂层逐根。对内表面环氧涂层,平均每平方米允许漏点数不超过1个,且须用环氧树脂涂料对漏点处进行修补。3涂层厚度检验:用电磁测厚仪测量涂塑钢管同圆周意直交点的涂层厚度,取其平均值为涂层厚度,结果应符合质量要求。(内涂环氧树脂层厚度(EP)>0.40mm,外涂聚乙烯层厚度(PE)>0mm)4补口质量检验(适用于电焊连接)修补后的接口要逐口进行涂层外观检验,涂层厚度检验,检验,所有指标达到标准要求为合格。对不合格项目要返工,直至达到标准要求方可。10标志和质量证明书1日期。每批管道应有附有质量证明书,其内容包括以下内容。厂名称产品名称、规格、长度每批数量每根管道应在距管口500mm处标注该管道规格、长度、编号及螺旋焊接钢管螺旋焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。按焊接不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。按焊缝形状可分为直缝焊管和螺旋焊管。电焊钢管用于石油钻采和机械业等。炉焊管可用作管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。焊接钢管比无缝钢管成本低、好效率高。直缝焊管好工艺简单,好效率高,成本低,发展较快。螺旋焊管的强度般比直缝焊管高,能用较窄的坯料好管径较大的焊管,还可以用同样宽度的坯料好管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且好速度较低。因此,较的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。螺旋焊管应用概述在螺旋焊管好行业是的激光焊缝系统的供应商。系统安装环境从北极圈到赤道。我们的系统通常用于各种范围的螺旋焊管好中,包括反应堆、水管、石油和天然气管道。许多客户经过API认证,使用激光系统来保证产品的高质量。在螺旋焊管的好中,用户使用我们系统的收益主要有以下两点:质量好率质量收益:使用激光焊缝系统的质量收益主要体现在其始终保证焊缝在正确的位置上形成。Meta图像处理技术的独有特点是其能定位真正的接头-即使接头的边缘不致。这就意味着系统更好地熔透,同时还能保证内缝和外缝层间熔透的致性。由于Meta系统焊的高度和水平位置,焊接质量有很大的提高。好率收益:使用激光系统不但能够减少系统操作的人员配备,更重要的是其降低缺陷率和返修率,这就加快了产品在工厂中的流动。因此也就提高了好率。焊管机的类型:我们对所有螺旋制管类型都有丰富的经验,包括传统(正吊和反吊)以及两段式制管。我们的系统已经应用到许多制管机上,其商包括:Blohm&Voss,Byard,Hoesch,PRD,Schwarzkopf等。已成功实施的应用包括:在传统焊管机上的内缝焊接(ID)在传统焊管机上的外缝焊接(OD)传统焊管机上的在普通用化学和电解两种办法做酸洗处置,管道只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处置。化学清洗固然能使外表到达必然的洁净度和粗拙度,但其锚纹浅,并且易对情况形成污染。,螺旋钢管承受的压力大。螺旋钢管的焊缝的缺陷为“斜缺陷”。在使用过程中,该钢管的主应力方向,即钢管轴线方向的当量缺陷长度比直缝管小;其次,由于管线钢均为轧制钢板,冲击韧性有较大的各向异性,顺轧制方向的CVN值可比垂直于轧制方向的CVN值高3倍。螺纹钢管与螺旋钢管是不样的,螺纹钢管是指钢管的两端带螺纹,包括范围广泛,张家口TPEP防腐钢管,小焊管,螺旋钢管,石油套管等等都可以叫螺纹钢管,而螺旋钢管只是焊接钢管的种,是成螺旋状焊接成型的管。区分螺纹钢管与螺旋钢管常用的就是端,也就是钢管的两头,如果钢管两头带螺纹,也就是丝扣,就是螺纹钢管,钢管外表面呈螺旋状那就是螺旋钢管。螺旋钢管是种长期可投资可持续发展的产品,产品相对低,使用周期长,产品技术相对简单,产品工艺相对平淡,对于投资螺旋钢管来说是种可收支点。重螺旋钢管影响焊缝表面质量.将管坯的两个边际加热到焊接温度后,在辊的下,构成的金属晶粒相互浸透,结晶,结尾构成结实的焊缝.螺旋钢管若力过小,构成晶体的数量就小,焊缝金属强度降低,受力后会发生开裂,若是力过大,将会使熔融状况的金属被挤出焊缝,不光降低了焊缝强度,并且会发生很多的表里毛刺,乃至构成焊接搭缝等缺点。能用较窄的坯料好管径较大的焊管,还可以用同样宽度的坯料好管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加,而且好速度较低。因此,较的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊管。承压流体输送,用螺旋缝埋弧焊钢,主要用于输送石油,天然气的管线,承压流体输送用螺旋缝高频焊钢管,用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型。螺旋焊管统称的种类:螺旋焊管的强度般比直缝焊管高般低压流体输送用螺旋缝埋弧焊钢管严格管道的焊接质量,不仅要保证焊缝均匀没有漏焊。污水处理管道,螺旋钢管,12米螺旋钢管,螺旋钢管q345b螺旋钢管,打桩用螺旋钢管,螺旋缠绕钢管,螺旋缠绕钢管,输泥螺旋钢管等。
采用电接点压力表输送机两边压下油缸的压力,确保了带的平稳输送。标准要求首要运用丝刷等工具对材外表进行打磨,可以去除松动或的氧化皮、铁锈、焊渣等。手工工具除锈能到达Sa2级,动力工具除锈可到达Sa3级,若材外表附着结实的氧化铁皮,工具除锈结果不理想,达不到施工要求的锚纹深度。
埋弧焊内焊,研制种基于视觉传感的焊缝自动系统。以摄像机为传感器,在焊接点前方300mm处检测递送边钝边棱边。对信号进行放大、整形和值化处理,获得对应于钝边棱边的脉冲信号,以帧中心为基准,单片机进行偏离方向判断及偏差值计算,并将偏差信号以脉冲方式送入交流伺服电动机驱动器,由交流伺服电动机焊滑移台移动,确保焊丝实时对准焊缝。试验结果表明:采用摄像机识别钝边棱边实现焊缝自动的是可行的。系统响应周期小于50ms,精度达±0.3mm。针对螺旋钢管埋弧焊内焊,研制种基于视觉传感的焊缝自动系统。以摄像机为传感器,在焊接点前方300mm处检测递送边钝边棱边。对信号进行放大、整形和值化处理,获得对应于钝边棱边的脉冲信号,以帧中心为基准,单片机进行偏离方向判断及偏差值计算,并将偏差信号以脉冲方式送入交流伺服电动机驱动器,由交流伺服电动机焊滑移台移动,确保焊丝实时对准焊缝。试验结果表明:采用摄像机识别钝边棱边实现焊缝自动的是可行的。系统响应周期小于50ms,精度达±0.3mm埋弧焊钢管焊缝韧性试验研究的结果及工业好应用效果。简要介绍实现埋弧焊钢管高韧性焊缝经历的试验手段及技术途径,评估了试验研究结果和已经达到的技术水平,指出了埋弧焊钢管焊缝韧性与工艺、材料匹配甚为相关的技术要点,论述了埋弧焊钢管实现“等强”、“等韧”的技术可行性,对埋弧焊钢管高韧性焊缝的进步研究及大规模工业化好具有积极的指导意义型公开了种螺旋钢管尾端螺旋缝焊接推进装置,属于焊接机械的附属设备。该螺旋钢管尾端螺旋缝焊接推进装置,其特征是:安装在两个轴承座之间的橡胶托辊联轴器与带有变速装置的电机相连固蜗螺旋管是耳蜗的构成之是由骨密质围城的骨管,围绕蜗轴盘曲约两周半,管腔的底部较大,通向前庭,行向蜗顶的官腔逐渐细小,以盲端终于蜗顶。蜗轴凸向蜗螺旋管内,此板未达蜗螺旋管的外侧壁,其缺空处由膜迷路的蜗管填补封闭。故蜗螺旋管的管腔可以分为个部分:近蜗顶侧的管腔自前庭称为前庭阶;中间是膜性的蜗管;近蜗底侧者为鼓阶。鼓阶在蜗螺旋管始处的外侧壁上有蜗窗,为第鼓膜所封闭,与鼓室相隔。前庭阶和鼓阶内均含外淋巴结,在蜗顶处借蜗孔彼此相通。螺旋焊管市场整体处于供需僵持的状态,而资金面趋紧,成本继续下行的情况下,钢价或维持弱势。再次情况下,钢厂采购积极性不高,但鉴于原料库存不高且假期将至,原料大幅波动的可能性不大,预计原料市场窄幅调整运行。在资金方面,8月份新增7113,较7月份增加114,略高于市场预期,但依旧处于相对较低水平;融资规模大幅上升至57万。另外,上周公开市场到期资金量为0,资金面小幅净回笼11,连续第周在公开市场保持净回笼。因节日临近,资金需求上升,市场资金利率小幅回升。截止上周大额承兑汇票贴现率为73‰,较前周同期上升87%。很明显,8月份融资大增,导致流动性增强,正在降低逆回购逐步约束资金,但依旧超出了的调控范围,考虑消费旺季因素,CPI着定的反压力,预计未来资金层面易紧难松。螺旋预精焊线性超声波探伤(UT)点焊螺旋预精焊内焊缝螺旋预精焊外焊缝螺旋预精焊离线超声波探伤指导螺旋焊管错位测量螺旋焊管成型角测量和VistaWeld系统:VistaWeld系统,meta的旗舰产品,将新型激光传感器设计与现代实时系统技术相结合。产品设计基于我们对管道好的经验和理解。该系统集成了一台用于图像处理的高速工业PC和一个友好的用户界面,还包括一个强大的PLC,以实现强健、可靠和持久的实时性。高分辨率传感器:独特的高分辨率条纹激光器张家口国内常用螺旋管材质般有:Q235Q235Q34L24L290、X4X5X60、X70、X80、0Cr1Cr100Cr19Ni1Cr18Ni0Cr18Ni11Nb。露天堆放角钢和槽钢应俯放,即口朝下,工字钢应立放,钢材的I槽面不能朝上,以免积水生锈;成型前,带经过矫平、剪边、刨边,表面清理输送和予弯边处理。