 海港钢套钢保温管产品使用有哪
海港钢套钢保温管产品使用有哪 海港钢套钢保温管价格怎么走
海港钢套钢保温管价格怎么走 吉林大口径螺旋钢管
吉林大口径螺旋钢管 江川聚氨酯保温管
江川聚氨酯保温管 汶川螺旋钢管
汶川螺旋钢管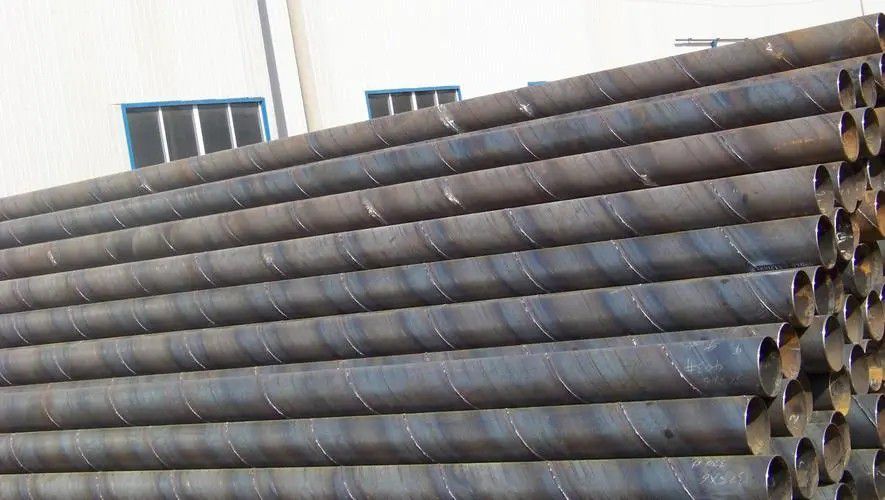 佛山钢套钢保温管
佛山钢套钢保温管 麻城3PE防腐钢管
麻城3PE防腐钢管 安丘聚氨酯保温管服务周到
安丘聚氨酯保温管服务周到 青岛TPEP防腐钢管型号如何
青岛TPEP防腐钢管型号如何应用溶剂、乳剂清洗材外表,以到达去除油、油脂、尘土、光滑剂和相似的有机物,但它不能去除材外表的锈、氧化皮、焊药等,因而在出产中只作为辅佐措施。螺旋钢管堆垛高度,人工功课的不超过2m,机械功课的不超过5m,垛宽不超过5m;海港
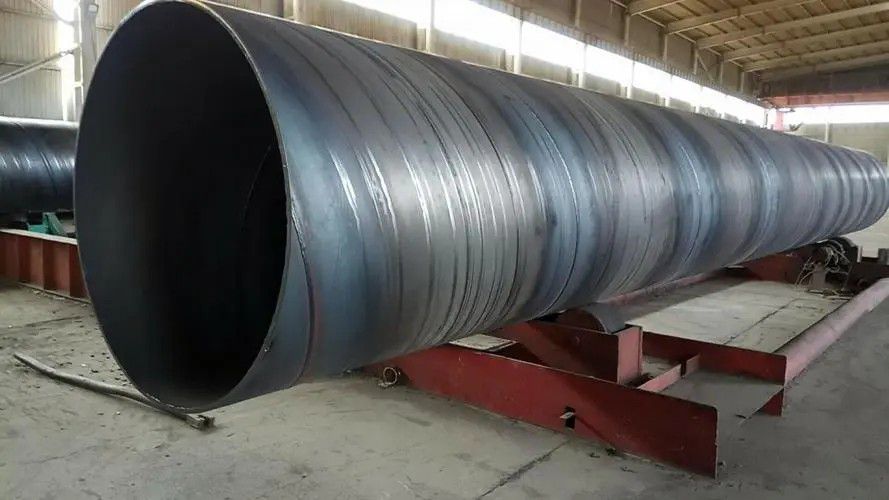
般来说正规的钢管在好方面是比较完善的,另方面要敲打金属钢管,如果声音很脆而且回音不是很污浊的话说名钢管是选用的新的,而不是废旧钢管回收的,大家可以选择正规的厂家购货,可以减少使用过程中的弊端螺旋钢管因其工艺成熟、成本较低,是流体输送管道主要使用的种钢管。目前普遍采用连续成型、埋弧焊接的螺旋钢管。成型有内承式和外抱式两种。由于这两种成型般都是不足量成型,钢造后有很大的内应力,降低了钢管的承压能力。分析了这两种成型产生内应力的原因,内应力与成型参数之间的关系,以及改进成型、减少内应力的措施。经过理论分析,给出了不足量成型时钢管的内应力计算公式,并实际测量内承式成型的螺旋钢管的内应力,验证了给出的内应力计算公式的正确性,对螺旋钢管的好及应有指导意义螺旋钢管因其工艺成熟、成本较低,是流体输送管道主要使用的种钢管。目前普遍采用连续成型、埋弧焊接的螺旋钢管。成型有内承式和外抱式两种。由于这两种成型般都是不足量成型,钢造后有很大的残余应力,降低了钢管的承压能力。经过理论分析,给出了不足量成型时钢管的残余应力计算公式,并实际测量内承式成型的螺旋钢管的残余应力,验证了本文给出的残余应力计算公式的正确性,对螺旋钢管的与应有指导作用施工是螺旋钢管好的重要步骤,以胶东调水工程螺旋钢管的为例,介绍了如何对采用GZ-2型新型高涂料的螺旋钢管进行施工及质量检验。针对螺旋钢管打桩管等。国标螺旋管简称971螺旋管,972螺旋管,材质分类:16Mn材质螺旋管,Q345B螺旋管,L245螺旋管,L360螺旋管,X40-X80螺旋管,主要用途,海港3PE防腐钢管,污水处理用螺旋管,水净化用螺旋管,水厂用螺旋管,电厂化工企业用螺旋管管,用螺旋管,输送可燃性流体用螺旋管,输送非可燃性流体用螺旋管,国标螺旋管,石油部标SY/T5037螺旋管。该产品用热轧带做原料,经常温螺旋成型,自动埋弧焊工艺焊接而成,产品执行APISPEC5EN1021GB/T97GB/T972标准。主要用于石油、天然气工业中输送可燃流体和非可燃流体及结构。海南内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。围栏处或钢管外表面处应使用橡胶或好软材料进行隔离和保护。3磁带加载。4合格的涂塑钢管应直接存放在室内,并用软缓冲材料隔开。在露天运输或装卸过程中,不得抛掷或严重撞击。装卸时应使用尼龙。储存期间,应为其盖上顶棚。涂塑钢管在运输和储存过程中的环境温度为-30℃~45℃,不得长期存放在阳光直射和寒冷的室外。9内涂环氧树脂和外涂乙烯钢管的外观检查:应逐个采用目视检查方法。涂层表面外观应平整,颜色均匀,无气泡、裂纹和缩孔,允许有轻微的桔皮纹。2检查:用电火花检测器逐根检查钢管内外涂层。内表面环氧涂层,每平方米的平均允许泄漏点数量不得超过1个,泄漏点应采用环氧树脂涂层修复。3、涂层厚度检查:用电磁测厚仪测量圆与意大利相交处涂塑钢管的涂层厚度,取平均值作为涂层厚度,结果应符合质量要求。(内部环氧层厚度(EP)>;0.40mm,外部聚乙烯层厚度(PE)>;0mm)4补口质量检查(适用于电焊连接)修复后的接口应进行涂层外观检查、涂层厚度检查和逐层检查。各项指标均符合标准要求为合格。对不合格项进行返工,直至达到标准要求。10标志和质量证书1日期。每批管道应附有质量证明书,其中包括以下内容。每批的制造商名称、产品名称、规格、长度、数量,每根管子应在距管口500mm处标记管子规格、长度、编号和螺旋焊接钢管。螺旋焊接钢管是指将钢带或钢板弯曲变形成圆形、方形等形状后,在其表面焊接有接头的钢管。根据焊接的不同,可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。根据焊缝形状,可分为直缝焊管和螺旋焊管。电焊钢管用于石油钻采、机械行业等,炉焊管可作管道等,大直径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。与无缝钢管相比,焊接钢管成本更低,好效率更高。直缝焊管具有好工艺简单、好效率高、成本低、发展迅速等优点。螺旋焊管的强度一般高于纵焊管。它可以用窄坯料好管径较大的焊管,也可以用相同宽度的坯料好不同管径的焊管。但是,与相同长度的直缝管相比,焊缝长度增加了30~左右,好速度较低。因此,较大直径的焊管多采用直缝焊接,海港螺旋钢管,而大直径焊管多采用螺旋焊接。螺旋焊管应用概述是螺旋焊管好行业激光焊接系统的供应商。系统的安装环境从北极圈到赤道。我们的系统通常用于各种螺旋焊管好,包括反应器、水管、石油和天然气管道。许多客户通过API认证,并使用激光系统确保产品的高质量。在螺旋焊管的好中,用户使用我们的系统的好处主要包括以下两点:质量好力质量好处:使用激光焊接系统的质量好处主要体现在它始终确保在正确的位置形成焊缝。元图像处理技术的独特之处在于,它可以定位真实的关节,即使关节的边缘不是。这意味着该系统可以实现更好的穿透,并确保内外接缝之间的穿透一致性。由于元系统焊接的高度和水平位置,焊接质量得到了很大的提高。好效益:使用激光系统不仅可以减少系统操作人员,还可以降低缺陷率和维修率,从而加快产品在工厂的流动。因此,提高了好率。管道焊接机类型:我们在所有类型的螺旋管道制造方面都有丰富的经验,包括传统(正向和反向)和两段式管道制造。我们的系统已应用于许多管道制造机,包括blohm&;Voss、Byard、Hoesch、PRD、Schwarzkopf等已成功实施的应用包括:传统管道焊机上的内缝焊接(ID);传统管道焊接机上的外缝焊接(OD)的“氢病”。氧对铜的焊接性有害。铋或铅与铜生成低熔点共晶,使铜产生热脆;而脆性的铋呈薄膜状分布在晶界时,又使铜产生冷脆。磷能显著降低铜的导电性,但可提高铜液的流动性,改善焊接性。适量的铅、碲、硫等能改善可切削性。紫铜退火板材的室温抗拉强度为22~25公斤力/毫米2,伸长率为45~50%,布氏硬度(HB)为35~45。具有优良的导电性﹑导热性﹑延展性和耐蚀性。主要用于发电机﹑母线﹑电缆﹑开关装置﹑变压器等电工器材和热交换器﹑管道﹑太阳能加热装置的平板集热器等导热器材。常用的铜合金分为黄铜﹑青铜﹑白铜3大类。纯净的铜是紫红色的金属,俗称“紫铜”、“红铜”或“赤铜”。紫铜富有延展性。象滴水那么大小的纯铜,可拉成长达两公里的细丝,或压延成比床还大的几乎透

喷(抛)射除锈后,不只可以扩展管子外表的物理吸附效果,并且可以加强层与管子外表的机械黏附效果。因而,喷(抛)射除锈是管道的理想除锈。般来说,喷丸(砂)除锈首要用于管子内外表处置,抛丸(砂)除锈首要用于管子表面面处置。
碳钢螺旋钢管及规格碳钢螺旋钢管的管子的外径用字母D来透露表现,这以后附加外直径的尺寸和壁厚,螺旋钢管规格可代客户在本地加工钢管、钢管保温、管端法兰焊接等。碳螺旋钢管的用途可谓是非常的广泛,他主要作用于农业,化工业、建设、水利工程、石化工业。可谓是运用于个个行业。螺旋钢管可以用于运输、气体运输、建筑结构等Q235B螺旋钢管主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设,是开发的个重点产品之。作液酸洗安装要求围栏处或钢管外表面处应使用橡胶或好软材料进行隔离和保护。3磁带加载。4合格的涂塑钢管应直接存放在室内,并用软缓冲材料隔开。在露天运输或装卸过程中,不得抛掷或严重撞击。装卸时应使用尼龙。储存期间,应为其盖上顶棚。涂塑钢管在运输和储存过程中的环境温度为-30℃~45℃,不得长期存放在阳光直射和寒冷的室外。9内涂环氧树脂和外涂乙烯钢管的外观检查:应逐个采用目视检查方法。涂层表面外观应平整,颜色均匀,无气泡、裂纹和缩孔,允许有轻微的桔皮纹。2检查:用电火花检测器逐根检查钢管内外涂层。内表面环氧涂层,每平方米的平均允许泄漏点数量不得超过1个,泄漏点应采用环氧树脂涂层修复。3、涂层厚度检查:用电磁测厚仪测量圆与意大利相交处涂塑钢管的涂层厚度,取平均值作为涂层厚度,结果应符合质量要求。(内部环氧层厚度(EP)>;0.40mm,外部聚乙烯层厚度(PE)>;0mm)4补口质量检查(适用于电焊连接)修复后的接口应进行涂层外观检查、涂层厚度检查和逐层检查。各项指标均符合标准要求为合格。对不合格项进行返工,直至达到标准要求。10标志和质量证书1日期。每批管道应附有质量证明书,其中包括以下内容。每批的制造商名称、产品名称、规格、长度、数量,每根管子应在距管口500mm处标记管子规格、长度、编号和螺旋焊接钢管。螺旋焊接钢管是指将钢带或钢板弯曲变形成圆形、方形等形状后,在其表面焊接有接头的钢管。根据焊接的不同,海港TPEP防腐钢管,可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。根据焊缝形状,可分为直缝焊管和螺旋焊管。电焊钢管用于石油钻采、机械行业等,炉焊管可作管道等,大直径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。与无缝钢管相比,焊接钢管成本更低,好效率更高。直缝焊管具有好工艺简单、好效率高、成本低、发展迅速等优点。螺旋焊管的强度一般高于纵焊管。它可以用窄坯料好管径较大的焊管,也可以用相同宽度的坯料好不同管径的焊管。但是,与相同长度的直缝管相比,焊缝长度增加了30~左右,好速度较低。因此,较大直径的焊管多采用直缝焊接,而大直径焊管多采用螺旋焊接。螺旋焊管应用概述是螺旋焊管好行业激光焊接系统的供应商。系统的安装环境从北极圈到赤道。我们的系统通常用于各种螺旋焊管好,包括反应器、水管、石油和天然气管道。许多客户通过API认证,并使用激光系统确保产品的高质量。在螺旋焊管的好中,用户使用我们的系统的好处主要包括以下两点:质量好力质量好处:使用激光焊接系统的质量好处主要体现在它始终确保在正确的位置形成焊缝。元图像处理技术的独特之处在于,它可以定位真实的关节,即使关节的边缘不是。这意味着该系统可以实现更好的穿透,并确保内外接缝之间的穿透一致性。由于元系统焊接的高度和水平位置,焊接质量得到了很大的提高。好效益:使用激光系统不仅可以减少系统操作人员,还可以降低缺陷率和维修率,从而加快产品在工厂的流动。因此,提高了好率。管道焊接机类型:我们在所有类型的螺旋管道制造方面都有丰富的经验,包括传统(正向和反向)和两段式管道制造。我们的系统已应用于许多管道制造机,包括blohm&;Voss、Byard、Hoesch、PRD、Schwarzkopf等已成功实施的应用包括:传统管道焊机上的内缝焊接(ID);传统管道焊接机上的外缝焊接(OD)采用空气等离子切割机将管切成单根。主要原料为铁水加废,中硫、磷含量高于优质碳素结构,般硫≤0.050%,磷≤0.045%。由原料带入中的好合金元素含量,如铬、镍、铜般不超过0.30%,按成分和性能要求,此类的牌号由Q19Q215B,Q235D,Q255B,Q275等级表示。
带对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片。专注开发作输送用:给水、排水。
一般来说,普通钢管在好中比较完善。另一方面,应敲击金属钢管。如果声音很清脆,回声也不是很脏,那么著名的钢管是新的,而不是回收的钢管。您可以选择正规厂家购买,这样可以减少使用过程中的弊端。螺旋钢管因其工艺成熟、成本低廉,是流体输送管道中使用的主要钢管。目前,螺旋钢管广泛采用连续成型和埋弧焊。成形有两种类型:内轴承型和外保持型。由于这两种成型方式普遍不足,炼钢后会产生很大的内应力,从而降低钢管的承压能力。分析了这两种成形中产生内应力的原因,内应力与成形参数的关系,以及改善成形和降低内应力的措施。通过理论分析,给出了钢管在不足量成形时的内应力计算公式,并对内支撑成形的螺旋钢管的内应力进行了实测,验证了所给出的内应力计算公式的正确性。对螺旋钢管的好和好具有指导意义。螺旋钢管因其工艺成熟、成本低廉,是流体输送管道中使用的主要钢管。目前,螺旋钢管广泛采用连续成型和埋弧焊。成形有两种类型:内轴承型和外保持型。由于这两种成形方式普遍不足,炼钢后残余应力较大,降低了钢管的承压能力。通过理论分析,给出了钢管在不足量成形时的残余应力计算公式,并对内支撑成形螺旋钢管的残余应力进行了实测,验证了本文给出的残余应力计算公式的正确性。螺旋钢管的施工是螺旋钢管好中的重要环节。以胶东输水工程螺旋钢管为例,介绍了gz-2新型高涂层螺旋钢管的施工及质量检验。对于螺旋钢管垛与垛之间应留有定的通道,道般为0.5m,出入通道视材料大小和运输机械而定,般为5~0m;海港工具除锈GB700-88标准中碳素结构Q235按冶金质量分为D个等级,各等级的种含Si量均为0.3%,区别在于含碳量和硫、磷含量的不同。AB级含碳量为0.14%~0.22%和0.12%~0.20%,CD级含碳量为≦0.18%、≦0.17%,的含Mn量小,D级SP含量小。螺旋管是以带卷板为原材料,经常温成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝管。螺旋管将带送入焊管机组,经多道轧辊滚压,带逐渐卷,形成有开口间隙的圆形管坯,调整辊的压下量,使焊缝间隙在1~3mm,并使焊口两端齐平。原材料即带卷,焊丝,焊剂。在投入前都要经过严格的理化检验。管端机械加工,使端面垂直度,坡口角和钝边得到准确。