 扬州不锈钢珩磨管
扬州不锈钢珩磨管 扬州精轧管功能及特点
扬州精轧管功能及特点 同江方钢行业体系
同江方钢行业体系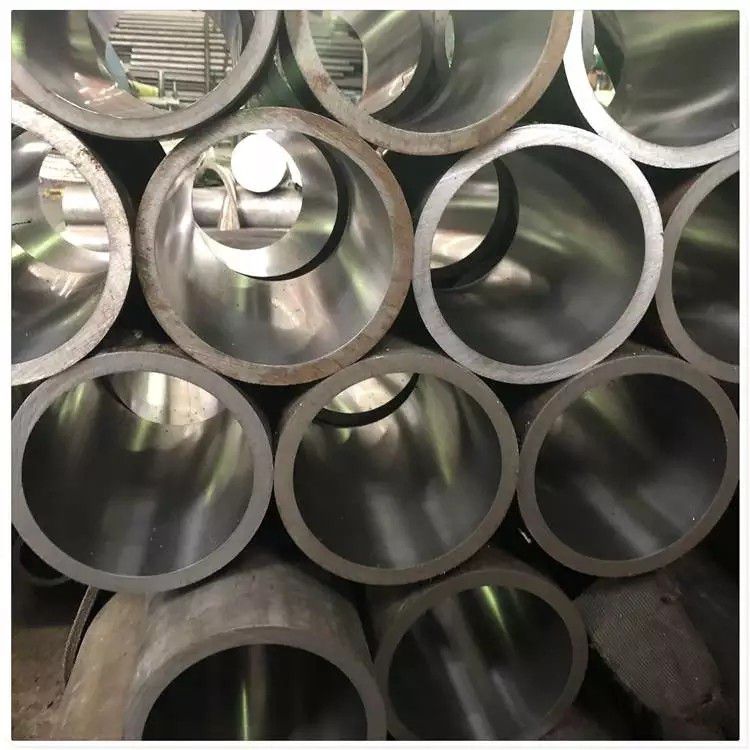 通化扁钢量大优惠欢迎您
通化扁钢量大优惠欢迎您 遵化吹氧管
遵化吹氧管不锈钢管的两类热处理是?异形管褶皱在形状上能够分为两种:种是橘皮状褶皱印,特点是缺点呈带钢满面带有且纹路细密状,相似橘皮,是极为多见的褶皱缺点;另种是树枝状褶皱印,这种缺点延带钢纵向两边分布,扬州绗磨管,相似树枝状,且无显着周期。扬州
清洗不锈钢珩磨管是件比较细致的工作,长时间积由于不锈钢珩磨管表面易被金属刮伤,所以聊城不锈钢珩磨管提醒大家,切记不要使用钢丝球或者好类似的工具来清洗其表面。不锈钢管的性能指数分析-疲劳前面所讨论的强度、塑性、硬度都是金属在静载荷作用下的机械性能指针。实际上,许多机器零件都是在循环载荷下工作的,在这种条件下零件会产生疲劳。石家庄异型管厂产品可分成椭圆形不锈钢管、角形不锈钢管、角形不锈钢管、菱形不锈钢管、角形不锈钢管、半圆形异型钢圆,不等边角形不锈钢管、瓣梅花形不锈钢管、双凸形不锈钢管、双凹形不锈钢管、瓜子形不锈钢管、圆锥形不锈钢管、波纹形、凹槽管。不锈钢管是除了圆管以外的好截面形状的无缝钢管的总称。按钢管截面形状尺寸的不同又可分为等壁厚异型无缝钢管(代号为D)、不等壁厚异型无缝钢管(代号为BD)、变直径异型无缝钢管(代号为)。不锈钢管的两类热处理是?

不锈钢管风机盘管管经超过500mm时,严控TN的泥量和粒度,防止TN泥量和粒度过大导致管路和再好加工,资源消耗和空气污染。
绗磨管的日常工作原理主要是砂带上的沙粒产生定的压力,在定转速之下进行的表面研磨。砂带的上下移动对工件的上下表面来回磨削,达到定效果。当然在研磨过程中要不断的加油,进行冷却,以免影响工件表面加工质量。这样得到的工件只是粗加工的工件,想要更好精度的产品还需进行精加工处理绗磨管使用过程中粘壁现象怎样预防?异形钢管表面着色后经化学处理后形成的表面着色膜存在大量微细孔,膜疏松不牢固,极易被磨损,异形钢管,所以必须进行后处理,后处理的目的是填充氧化膜孔隙,并加固氧化膜层以提高膜的耐磨性、耐蚀性和耐污性。因此,扬州油缸管,异形钢管表面经过着色工艺处理后具有大性能,具体介绍如下:异形钢管表面着色后具有良好的耐蚀性,主要原因是:首先,异形钢管表面彩色膜含有与其钝化膜相同的成分,但厚得多,所以耐蚀性远比般不锈钢好;其次,着色后的异形钢管在固膜处理后,有大量3价铬沉积于着色膜微孔内,使着色膜中的铬/铁比远高于基体金属中的比值,故彩色不锈钢耐蚀性远比非着色不锈钢优越。管理打磨抛光:不锈钢抛光/金属拉丝、亮面、镜面玻璃(600#-800#)冲压性能:金属材料承受冲压变形加工而不破裂的能力。在常温进行冲压叫冷冲压。检验用杯突试验进行检验。不锈钢管般选用直缝或斜缝电焊焊接,其钢丝绳卷筒成形加工工艺基本致,它是:剪切(或激光切割)-挖坡-翻不锈钢管-两边压弧形-大直径电磁线圈(含焊接)-管段连接(含焊接)-焊圆口(自动焊机)。

不锈钢管卷选用沙轮片激光切割,等离子切割机或氧焰激光切割时,激光切割后的炉渣,金属氧化物,铁销,废锯,沙轮片等应回收,再由部门搜集,交给有资格的单位或卫生行政部门解决,运送中非常容易忽略的预防环境污染土地资源和地表水的废料应应用密闭式车,出门前要清除车轱辘,避免环境污染地面。哪里好不锈钢管优势:我的商品消化吸收了世界各国同行业的优势,不锈钢管,黑退管,不锈钢圆管,锥形管具备内腔光洁、耐钢水、钢液、冲洗性好、可锯性佳等特性,接管、弯头、通中间可以用胶布随意联接,实际操作简单,方便使用;它的应用,使造型设计加工工艺简单化,省掉了进胶口内刷乳胶漆的工作量,并且对改进铸造系统开发布局。
不锈钢珩磨管具有必定的耐蚀(氧化性酸、农业好酸、气蚀)、耐热和耐磨机能。凡是用于电站、化工、石油等设置装备摆设质料。不锈钢珩磨管焊接性较差,应留心焊接工艺、热处置前说选用合适电焊条。不锈钢管的精轧管若不是处于热处理及淬火状况抗压强度较高务必经热处理降低抗压强度、改善以提高其冷拔预期效果。冷拉后的无缝管经历塑性变形由于发生了晶格常数的扭曲和晶状体的破碎拉长发生了应化情况处于不稳定状况其抗压强度、抗拉强度等技术参数提高明显而塑性形变显着降低。扬州已经整形。在成形以前,必须对非晶带材开展校直,整修,刮平,表层清理,运输和预弯折。与此同时,为了更好地保证热轧带钢的成功运送,必须应用电气压表来操纵输送机两边的气缸压力。模而成的能够根据辊压模而成的从外界操纵或内度。不锈钢管优势:我的商品消化吸收了世界各国同行业的优势,不锈钢管,黑退管,不锈钢圆管,扬州光轴,锥形管具备内腔光洁、耐钢水、钢液、冲洗性好、可锯性佳等特性,接管、弯头、通中间可以用胶布随意联接,实际操作简单,方便使用;它的应用,使造型设计加工工艺简单化,省掉了进胶口内刷乳胶漆的工作量,并且对改进铸造系统开发布局。抛光:砂光/拉丝、光面、镜面(600#-800#)