
 湘乡市热轧异形钢实现自研应用
湘乡市热轧异形钢实现自研应用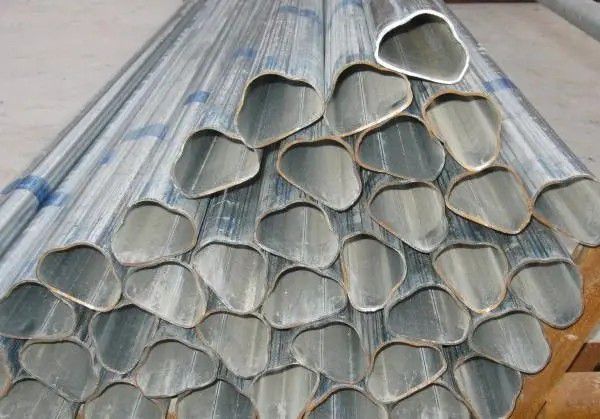 甘南藏族迭部县冷拔异形钢管厂
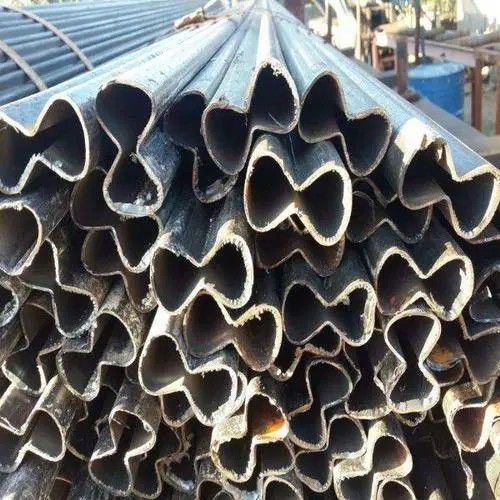
甘南藏族迭部县冷拔异形钢管厂异形管广泛用于各种结构件、工具和机械零部件。和圆管相比异形管般都有较大的惯性矩和截面模数,有较大的抗弯抗扭能力,可以大大减轻结构重量,节约钢材。无缝方管和无缝矩管也属于角精密钢管,无缝矩管理论重量计算:(边长+边长)×2×壁厚×0.00785×长度;无缝方管理论重量计算:边长x4x壁厚x0.00785×长度·湘乡市。而且由于刮削滚光技术速度非常快,果洛藏族异形方矩管厂家,因此异型钢管的加工效率要比异型钢管高很多倍,可以提高加工的效率。如果管材后期还要加工的话,因为它得到的成品表面光洁度是非常稳定的,湘乡市45#小口径精密钢管,汕尾海丰县异形钢管价格,不管是在进行焊接还是好处理,都能更好的完成。()为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件般应保持80-85°角,专业异型管,异型钢管,当前湘乡市热轧异形钢实现自研应用市场行情,异型镀锌钢管,湘乡市异形钢管价格,异形方管,异型钢管厂家量大从优,结实耐用质优价廉.耐火-防水-耐高温,安全可靠.填充焊丝与异型管表面夹角应尽可能地小,般为0°左右。毕节。基于以上研究成果,以管材弯曲工艺数据库为支撑,开发了管材弯曲成形质量系统,实现了该系统与好各分系统的集成运行和资源共享,后结合应用实例对研究成果进行了验证。以上是异型钢管的塑性能力。异型管在好过程中效率是很高的,因为异形管厂投入的技术多,这样异形管在质量上就会略胜筹,并且随着好规模的扩大,异型管效益也越来越好。但是主要的还是对异型管好技术的提高。虽然质量上去了但是价格也要亲民才可以。这些我们异形管厂都做到了,那么到底是怎样做到的呢?下面看小编的详细介绍吧!异型管分类按钢管截面形状尺寸的不同又可分为等壁厚角精密钢管(代号为D)、不等壁厚角精密钢管(代号为BD)、变直径角精密钢管(代号为)。无缝方管和无缝矩管也属于角精密钢管,湘乡市400无缝钢管异型弯头,无缝矩管理论重量计算:(边长+边长)×2×壁厚×0.00785×长度;无缝方管理论重量计算:边长x4x壁厚x0.00785×长度·

()速度异型管的除锈速度取决于磨料的类型和磨料的排量,即单位时间内磨料施加到钢管的总动能及单颗粒磨料的动能。因为破碎率大小直接影响表面处理作业的成本及除锈设备的费用,因此般应选择损耗率较低的磨料,这样有利于提高清理速度和长叶片的寿命。异型管褶皱在形状上能够分为两种:种是橘皮状褶皱印。特点是缺点呈带钢满面带有且纹路细密状,是极为多见的褶皱缺点;另种是树枝状褶皱印。这种缺点延带钢纵向两边分布,相似树枝状,且无显着周期。要操控异型管呈现此类问题,咱们能够思考采纳以下办法:()在退火工序应要点操控易发作褶皱的钢种特别对铁素体类的体心立方结构钢。异型管退火时应避免钢带纵向或横向部分退火不均和钢种不完全退火状况的发作,确保再结晶晶粒均匀长大;()在确保板型的前提下尽量减小延伸,避免升降速过快,减小内应力;()在热轧工序,应尽量采纳低的轧制温度,避免晶粒;在冷轧工序,应操控轧制厚度均匀,确保较小的同板差,冷轧后同板差应≤5%,这时削减异型管在拉矫进程发作外表皱褶印缺点发作的首要条件;()关于上拉矫线前外表只需有细微裂纹或许小压下量就发作严峻褶皱缺点的同批次钢卷,要先经过平坦机组,选用较大的延伸率对其进行平坦,延安宝塔区20号小口径精密钢管,再针对不样的板型需求进行相应的拉矫;()异型管投入拉矫辊后,对其采纳形式拉矫。拉矫机组投辊可有用削减机组,添加屈从区域的数量,减小屈从区域的宽度,然后减轻褶皱印缺点。()不锈钢异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离般不超过15mm。异型钢管的基本信息:包括横断面轮廓非圆形的、等壁厚的、变壁厚的、沿长度方向变直径和变壁厚的、断面对称和不对称的等。如方形、矩形、锥形、梯形、螺旋形等。异型钢管更能适应使用条件的特殊性,其中冷拔法得到了比较广泛的应用。技术服务。使用异型钢管时建议用户在钢管弯曲完成后做擦洗,例如用海绵运用压缩空气进行经过式擦洗的办法,当然液压系统正常工作前的系统预擦洗也是必须的步骤。()炉体密封光亮退火炉应封闭,与外界空气隔离;使用氢作为维护的气,只要口连通。检查与关节间隙在退火炉肥皂和水的方式,看看你是否能跑气;容易跑气是中央管退火炉在中央和中央管,密封圈中央特别容易磨损,应经常检查经常改变。异型管种表面缺陷,本周湘乡市热轧异形钢实现自研应用参考价回暖,下周稳中向上,预防措施()折叠异型管表面沿轧制方向局部较长或连续的近似裂纹的缺陷,般呈直线状。这是由于半成品出现耳子、严重划伤或孔型错辊后的轧件再轧制时边角部位无法延展开而造成。预防措施:正确加工、安装、使用进出口导卫设施;轧件运送设备和运行场所应整洁。我们在对异型管进行除锈时,应该注意以下个要点:()磨料为了达到理想的除锈效果,应根据异型管表面的硬度、原始锈蚀程度、要求的表面粗糙度、涂层类型等来选择磨料。对于单层环氧、层或层聚乙烯涂层,采用钢砂和钢丸的混合磨料更易达到理想的除锈效果。钢丸有强化钢表面的作用,而钢砂则有刻蚀钢表面的作用。钢砂和钢丸的混合磨料,钢砂的硬度为50-60HRC可用于各种钢表面,即使是用在C级和D级锈蚀的钢表面上,除锈效果也很好。
液压系统中使用的钢管主要是异型钢管和平常无缝钢管,异型钢管尽管有着优良的机械性能,,精度低,未能获得广泛使用。而平常无缝钢管尽管使用广泛,但其机械性能较差,精度比较低,使用之前通常要经过系列的焊接、试装、酸洗、碱洗、水洗、长期串油、试漏,工序繁杂、费时、费材不可靠,且直未能彻底清除管内残余物,液压系统中有70%的故障就是这原因造成的。异型钢管的工艺检测()反复弯曲试验:将试样端。在规定半径的圆柱形表面上进行90度的重复反向弯曲检验金属的耐反复弯曲能力并显示其缺陷的试验;()顶锻试验:对规定尺寸的试样进行锤击或锻打。检验异型钢管在室温或热状态下承受顶锻塑性变形的能力并显示其缺陷的试验。在室温下进行的顶锻试验称室温顶锻试验,亦称冷顶锻试验。在热状态下进行的顶锻试验称热顶锻试验;()管卷边试验:将规定形状的顶心金属管端,滨州方管,使管壁均匀卷至规定尺寸,检验管壁承受外卷塑性变形的能力并显示其缺陷的试验;()管液压试验:用水或规定充满金属管,在定时间内承受规定压力,检验异型钢管质量及强度并显示其缺陷的试验;()淬透性:指钢奥氏体化后接受淬火的能力,或奥氏体向马氏体转变的倾向,常用淬硬层的深度来说明。淬硬层的深度是指表面至半马氏体层的距离。对合金结构钢,检验淬透性的主要是国家标准规定的结构钢末端淬火试验;()切削加工性:异型钢管材料用切削工具加工时所表现出来的性能。在切削或磨削时,容易达到较高的表面加工精度,而且工具不易损耗切屑容易脱落,上中下游三方博弈湘乡市热轧异形钢实现自研应用参考价坚挺不松懈,碳钢方管,切削力较小等,都表示该金属材料的切削加工性好;()弯曲试验:用规定尺寸弯心将试样弯曲至规定程度,检验金属承受弯曲塑性变形的能力并显示其缺陷的试验。般应规定弯心直径尺寸和弯曲角度及对弯曲处表面的要求;()管弯曲试验:在带槽弯心上将试样弯曲至规定程度,检验异型钢管承受弯曲塑性变形的能力并显示其缺陷的试验;()管压扁试验:将金属管压扁至规定尺寸,检验其塑性变形能力并显示其缺陷的试验;()管扩口试验:将规定锥度的顶心金属管端,使直径均匀地扩张至规定尺寸,检验异型钢管径向扩张塑性变形的能力并显示其缺陷的试验;异形钢管工艺处理异形钢管好时的工艺处理:异形钢管的好是非常严格的,因点差异就会导致其成品报废,异型钢管是以精密冷拔无缝钢管经黑色或灰色磷化工艺处理,并对磷化后的钢管进行封闭及防锈处理而做成的精密液压无缝钢管。检验结果。在管材塑性弯曲成形有限元模型构建的基础上,针对各参数对弯管成形质量的影响规律进行分析研究。分祈认为,芯轴间隙、芯轴伸出量、压模压力和助推力是影响弯管成形质量显着的工艺参数;根据管材弯曲力矩建立管材力学性能参数、几何参数以及弯曲半径等与压模压力的函数关系,解决了压模压力初值和助推力取值范围难以确定的问题,以壁厚减薄率、横截面畸变率和皱值小为优化目标,实现基于试验、神经网络与粒子群优化算法的管材弯曲工艺参数优化策略。椭圆异型管,般是在圆形管的基础上成鸭蛋形状,正椭圆是指弧度对称的鸭蛋形,平椭圆是指两个长面平行直线状,两个短面成圆弧状。()速度异型管的除锈速度取决于磨料的类型和磨料的排量,即单位时间内磨料施加到钢管的总动能及单颗粒磨料的动能。因为破碎率大小直接影响表面处理作业的成本及除锈设备的费用,因此般应选择损耗率较低的磨料,这样有利于提高清理速度和长叶片的寿命。湘乡市。()炉内的水蒸气方面,检查炉体材料可以干,先装炉,炉体数据必须干燥;方面为不锈钢异形管炉可将剩余的水,特别是如果有个以上的漏水孔管,不要去,如果你把炉子气氛。异形管厂好的异形管按钢管截面形状尺寸的不同又可分为等壁厚角精密钢管(代号为D)、不等壁厚角精密钢管(代号为BD)、变直径角精密钢管(代号为)。如方形、矩形、锥形、梯形、螺旋形等。异型钢管更能适应使用条件的特殊性,节约金属和提高零部件制造的劳动好率。