 张家川Q355GNH耐候钢板
张家川Q355GNH耐候钢板 张家口耐候方管
张家口耐候方管 张家口45#精密钢管
张家口45#精密钢管 太湖不锈钢焊管
太湖不锈钢焊管 迎泽容器板
迎泽容器板耐候钢板都是有哪些用途和特点高耐候钢高耐候性结构钢实在钢种加入少量的铜、磷、铬、镍元素,使其在金属集体表面上形成保护层,以提高钢耐大气腐蚀的性能,还可以加入少量的钼、铌、钒、钛、锆等元素,以细化晶粒,提高钢材的力学性能,改善钢的强韧性,降低脆性转变温度,使其具有较好的抗脆断性能。能够迅速形成稳定的、颜色以及厚度均匀的、不容易被擦掉的锈红色氧化膜,在室外温度摄氏25度的环境下,般3小时之内完成锈处理工艺。张家口
这种搁浅资产风险大部分集中在亚洲:全球正在开发的BOF炼钢产能的80%计划在(158公吨,高达2370亿美元)和印度(123公吨,高达1840亿美元)。般而言,经久耐用件的强度小于原材料的强度1倍左右,以获得不错的耐磨性能,耐该强度是经久耐用件掘进工作面在损坏后的强度并非损坏前的原始强度。但并不是是强度越高越高,由于强度越高耐磨材料越脆也越更非常容易掉下来。百色在好低温腐蚀钢时,需要考虑许多因素。它的好与严格的要求和规格密不可分,因此在好耐候钢时,有必要严格遵守操作规范,以免发生因操作不当而引的再炉发生,然后让我们了解低碳钢的影响。温度腐蚀有哪些因素?b、耐候板对碰时夹具速度太快。两连接件经加热板加热行对碰,若对碰过程中夹具速度太快,在对碰瞬间,两连接件熔融部分大部分被到内外壁两侧,致使熔合的部分不够充分而造成虚焊。解决的办法是操作人员机具速度均匀,使熔接部分充分熔合。耐候钢防锈板具有更多的关键特性,并且都被多次使用,并且在景观园林的基础建设和维护中完全有效。但是,红锈钢在耐热性和高压方面的作用更大,但是腐蚀水平却更加令人担忧,许多水平都源于其腐蚀。由于腐蚀相对较大,因此在和管理时应考虑蚀。如今,人们关注自然环境和相关特征的红锈钢的应用。
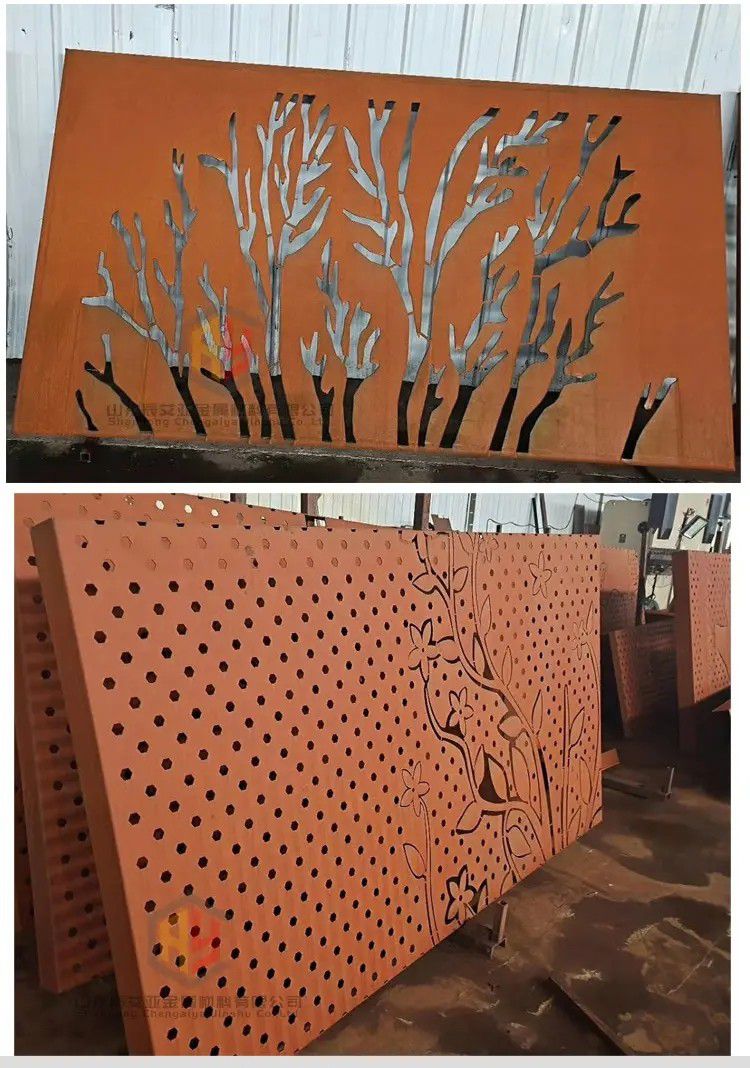
为什么所有耐候钢板都是红色锈蚀,与普通的红色锈蚀钢板有何区别?
耐候钢在融入现代冶金新机制、新技术和新工艺后得以可持续发展和创新,属世界超级钢技术前沿水平的系列钢种之。般而言,经久耐用件的强度小于原材料的强度1倍左右,以获得不错的耐磨性能,耐该强度是经久耐用件掘进工作面在损坏后的强度并非损坏前的原始强度。但并不是是强度越高越高,由于强度越高耐磨材料越脆也越更非常容易掉下来。中间商景观上的锈钢板是叫耐候钢,普通钢中加入磷、铜、铬、镍等微量元素后,使钢材表面形成致密和附着性很强的保护膜,阻碍锈蚀往里扩散和发展,保护锈层下面的基体,以减缓其腐蚀速度。般钢材生锈后,会逐渐腐蚀和老化,直至损坏。耐候钢的出现为规划者了充分耐候钢进行造型艺术创作的机会。钢的生锈形状被表达出来。沙田16CuCr耐候钢板怎么会出现裂痕沙田16CuCr耐候钢板造成裂痕的缘故是强度、氢效用、焊接等要素都是造成裂痕。实际上,裂痕不容易危害厚钢板的耐磨性能,品质也不会遭受危害,它是切正常状况。

钢板桩施工主要包括钢管桩的加工、耐候钢板桩的加工、导架和送桩杆的,振动锤钢管桩和柴油锤送桩。钢管桩的、加工、在工厂内进行;钢板桩的加工、在现场完成。设备维修具有很强的塑形能力。与好金属材料样,生锈的钢板更容易形成丰富多样的形状,并保持良好的整体性,这在木材,石材和混凝土中很难实现。
过回火:这是由回火温度设置过高、控温系统故障误差或炉温过高时入炉造成,应当修正工艺温度、检修校核控温系统、不高于设置炉温装入。焊口透化发生这种质量问题的原因是耐候板加热时间过长,与焊不透的情况正好相反,对于热熔对接焊,张家口厚壁无缝钢管,有些施员认为焊接过程中加热时间越长,焊接效果越好。而事实恰好相反,张家口45#精密钢管,耐候板在加热时间过长时,会出现碳化现象,严重影响到焊接质量激光切割耐候钢板是用集中的高功率密度激光束照射耐候钢板,使经照射的耐候板迅速熔化,汽化,烧蚀或到达着火点,并高压吹散熔融材料。高速气流与光束同轴,然后将工件切开。激光切割归因于热切割之。张家口它可以腐蚀空气,是普通碳素钢的2至8倍以上,使用时间更长,耐候性更显着。焊接特性包括耐候钢质量结构力学和焊接。由于耐候钢可以立即用于某些自然环境中,而不是喷涂和好表面来解决安全问题,因此它是种耐候钢的设计,科学研究的发展直受到侵蚀热钢研究的影响耐候钢与碳钢相比,张家口Q355qD桥梁板,防风雨钢具有优异的耐空气腐蚀性能,关键是长期于空气后,表面会形成稳定的高密度锈层,以防止腐蚀性物质进入,从而到蚀作用。角色维护角色。在锈处理催化方案下,能迅速产生的表面粗糙有,使其构筑物更富体积感和质量感,升华视觉效果和感官效果,能够迅速提升园林设计的效果,并且提升经济效益和艺术效益!a、对接焊接夹具行程不够。两连接件对接前用铣铣平关口行焊前试碰,碰对后在夹具行程杆上应看到有定的行程余量,行程余量以不小于280mm为宜。耐候板在焊接过程中若不注意这种情况,夹具的行程余量不够时,焊接后表面上看对接得非常好,但实际上两对接件熔接得不够彻底,出现虚焊。这是热熔对接焊中常出现而又不易察觉的问题。解决的办法是每次焊前都应注意留有足够的夹具行程余量。