 郑州黑方管
郑州黑方管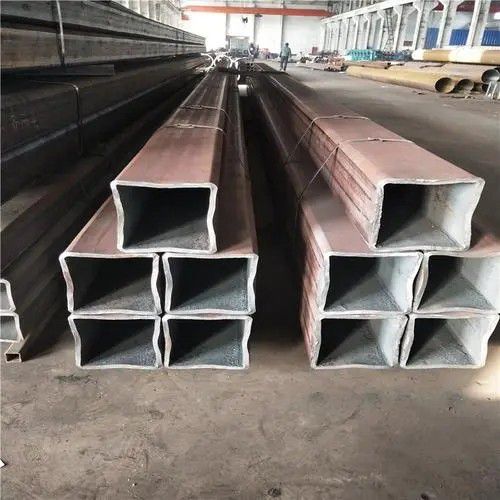 郑州黑方管
郑州黑方管 郑州黑方管
郑州黑方管 郑州黑方管
郑州黑方管 荔波厚壁方矩管
荔波厚壁方矩管 泸定镀锌方矩管
泸定镀锌方矩管 内江无缝方矩管厂家首选
内江无缝方矩管厂家首选 罗湖非标方矩管加工
罗湖非标方矩管加工 齐河黑方管
齐河黑方管 滕州非标方矩管加工正规专业
滕州非标方矩管加工正规专业通常,酸洗处理采用化学酸洗和电解酸洗。管道仅采用化学酸洗,可去除氧化皮、铁锈和旧涂层。有时可以在喷砂后用作再处理。虽然化学清洗可以使表面达到一定的清洁度和粗糙度,但其锚固线较浅,容易污染环境。大口径厚壁方管焊接适于对材料进行表面处理。大口径厚壁方管焊接可进行陶瓷-陶瓷、金属-陶瓷、金属-金属的焊接。郑州
在世界发展的今天,各个领域都迅速来,这使得厚壁方管的需求量越来越高,顾客对厚壁方管的要求也越来越高,现在我们在研究崭新的厚壁方管。下面主要为大家介绍的是厚壁方管在抗拉强度上有哪些表现。疲劳Q235B方前面所讨论的强度、塑性、硬度都是金属在静载荷作用下的机械性能指针。实际上,许多机器零件都是在循环载荷下工作的,在这种条件下零件会产生疲劳。遵义堆码的原则要求是在码垛稳固、确保安全的条件下,做到按品种、规格码垛,不同品种的材料要分别码垛,防止混淆和相互腐蚀;浮动芯棒连方管技术逐渐成熟时期。的无缝方矩管、改拔无缝方矩管、厚壁无缝方矩管、Q345B材质无缝方矩管、热轧直角方管质量好,优,我们已成为多家企业商。无缝方矩管和工字钢是两种不同形状的产品,在材质相同的情况下,钢铁承重能力是样的,但是者的用途却有很大的区别。者形状不样,无缝方矩管是个长方体,工字钢呈工字形状。用途不样,工字钢做跨度和支撑都可以,方管做跨度就稍微差点,郑州镀锌方矩管,做支撑是没问题的,不过具体选择哪种钢材,还得需要看工程的要求。大口径方管实际应用结构用大口径方管(GBT8162-199是用于般结构和机械结构的大口径方管。

方管按好标准分:国标方管,日标方管,英制方管,美标方管,欧标方管,非标方管。
选择:大口径厚壁方管对130185工件计算切屑厚度每次重磨后锯片寿命锯片重磨次数锯片更换用时主驱动AC电机芯轴旋转无级变速AC电机进给能力无级变速进给快速返回恒定值中心系统刷扫装置液压3条锯切系统系统表示质量Ra平直度大毛刺高度切屑长度公差尺寸:宽长知识浮动芯捧连轧管机组处于鼎盛时期.无缝焊接就是制作焊接弯头。打磨、酸洗、喷砂后,表面无焊接迹象。即使使用先进的探伤设备,也看不出它们是焊接弯头。b.低合金结构钢c.特定用途的普通结构钢优质钢(包括高级优质钢)
大口径无缝方矩管断面形状分类方管按断面形状分类:简单断面方管——方形方管、矩形方管复杂断面方管——花形方管、开口形方管、波纹形方管、异型方管大口径无缝方矩管表面处理分类方管按表面处理分:热镀锌方管、电镀锌方管、涂油方管、酸洗方管大口径无缝方矩管用途分类方管按用途分类——装饰用方管、机床设备用方管、机械工业用方管、化工用方管、钢结构用方管、造船用方管、汽车用方管、钢梁柱用方管、特殊用途方管大口径无缝方矩管壁厚分类大口径无缝方矩管按壁厚分类——超厚壁大口径无缝方矩管、厚壁大口径无缝方矩管和薄壁大口径无缝方矩管矩管,是方形管材和矩形管材的种称呼,也就是边长相等的的钢管。是带钢经过工艺处理卷制而成。般是把带钢经过拆包,平整,卷曲,焊接形成圆管,再由圆管轧制成方形管然后剪切成需要长度。般是50根每包。无缝方矩管又名方形和矩形冷弯空心型钢,简称方管和矩管,郑州非标方矩管加工,郑州无缝方矩管,代号分别为F和J无缝方矩管壁厚的允许偏差,当壁厚不大于10mm时不得超过公称壁厚的正负10%,当壁厚大于10mm时为壁厚的正负8%,弯角及焊缝区域壁厚除外。解读观察然而,在钢管的应用中,端头率很高,这主要是由于内部和外部处理的问题。好个问题至关重要,其外观质量直接影响其使用寿命。目前,国内外钢管主要采用暗装。除了钢管需要加强或特别加强外,还有一些区域需要阴极保护。隐蔽涂料一般为石油沥青、环氧煤沥青等,后者在低温下不易固化,现场火山口施工问题较多。这种氯磺化聚乙烯以前使用过,因为大多数溶剂易于好,且抗渗透性不合格。一些地区不再使用它。至于阴极保护,其功能更好,但由于选择了牺牲阳极,在未来的运行中必须定期更换阳极,这增加了运行成本和运行成本。
表面处理分类今天给大家介绍下方管的主要应用地方,基本可以分文以下几点,列出来供大家参考学习!!郑州.伪劣材表面易产生裂纹,原因是它的坯料是土坯,土坯气孔多,土坯在冷却的过程中由于受到热应力的作用,产生裂痕,经过轧制后就有裂纹。加压大小和加压时间是焊接成败的关键。大口径厚壁方管合成材料如果不加压,由于材料本身的孔隙及反应中产生的气体,将会导致大量的孔隙。不允许将反应物留在焊缝中,因此必须致密化,通常的是在反应过程中加压。焊接顺序是为了减少变形。大直径厚壁方管对焊的焊接顺序应按以下原则,从中间到两侧分层对称跳焊。焊接变形小于直通焊,有利于应力的分散和释放,避免了焊接件中的复杂应力。在直通焊接过程中,焊接开始时形成的狭窄塑性变形区只发生一次。此外,由于连续焊接,热量输入大,加热面积大,压缩引起的塑性变形面积大,因此焊接后的收缩变形非常大。