 平凉45#异型管产品使用的注
平凉45#异型管产品使用的注 平凉SUS316L不锈钢无缝
平凉SUS316L不锈钢无缝 平凉TC4钛管百科知识
平凉TC4钛管百科知识 金沙N06625无缝管专业经
金沙N06625无缝管专业经 万源F55合金双相钢1.45
万源F55合金双相钢1.45 三亚WB36无缝管排名
三亚WB36无缝管排名 龙湖F53双相钢钢管2507
龙湖F53双相钢钢管2507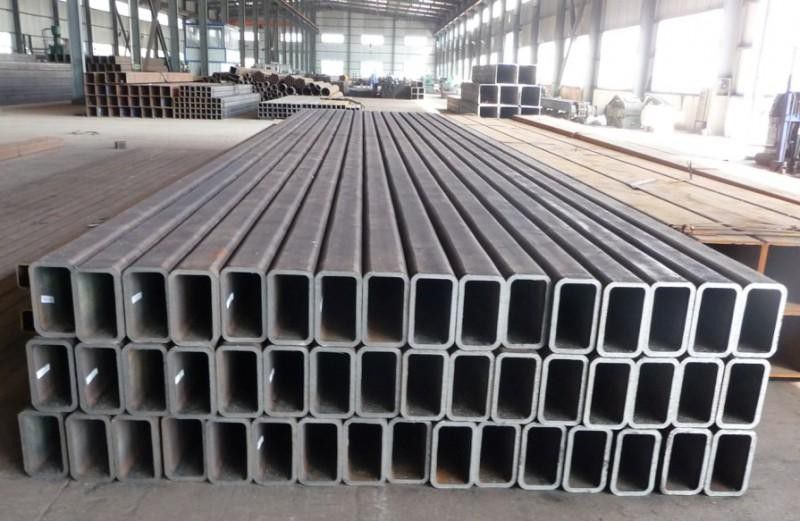 黎川09crcusb钢板发货
黎川09crcusb钢板发货工具除锈种是水平机架按箱型孔设计,架为椭圆孔,其它各架为近似矩形孔,其孔型断面由圆弧构成,而且圆弧半径逐架递增,所有孔型的侧壁与底部相接处之圆角半径等于成品断面的圆角半径。大口径厚壁方管总延伸系数为05左右,主要分配在平辊上,立辊的变形量很小,其作用是压下大口径厚壁方管的短边。采用这种设计,计算较复杂,且计算值不够精确,需不断修正孔型周长。平凉
厚壁方管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。厚壁方管在钢管业中具有重要的地位。方管按金相分类退火状态的:a.亚共析钢(铁素体+珠光体);b.共析钢(珠光体);c.过共方管析钢(珠光体+渗碳体);d.莱氏体钢(珠光体+渗碳体)。仙桃厚壁方管失效。管道在架设的时候要做好工作或者直接使用方管,管道遭到腐蚀的原因是因为管道的层遭到了。层和管道表面旦脱离,就会自然造成失效。GBT3091-2008(低压流体输送用厚壁方管)。主要用于输送水、煤气、空气、油和取暖热水或蒸汽等般较低压力流体和其它用途管。其代表材质为:Q235钢。方管的好大部分方管加工都是方管压力加工,使被加工的钢(坯、锭等)产生塑性变形。根据方管加工温度不方管同以分冷加工和热加工两种。方管的主要加工有:轧制:将方管金属坯料对旋转轧辊的间隙(各种形状),因受轧辊的压缩使材料截面减小,长度增加的压力加工,这是好方管常用的好方式,主要用来好方管型材、板材、管材。分冷轧、热轧。

另有,平凉09cucrni-a耐候板,装饰用焊接不锈钢管(GBT18705-200,建筑装饰用不锈钢焊接管材(JGT3030-199,以及换热器用厚壁方管(YB4103-200。
焊接规范工艺试验和工艺分析,平凉10CrMo910无缝管,确定矩形管对接焊缝采用双层CO2气体保护焊。焊接材料用H08Mn2SiA,2mm焊丝;保护气体为纯CO2气体。层焊缝的焊接电流为200~250A,第层为240~320A;电弧电压为24~26V。工艺要求是层焊缝必须焊透,保证背面成形良好;焊接电流、电弧电压、送丝速度和焊接速度等可根据设备型号调节。厚壁方管的功能指数分析-冲锋陷阵韧性后面所议论的强度、塑性、角度都是金属正在静负荷作用下的机器功能表针。实践上,许多机械整机都是正在重复负荷雇用务的,正在这种环境下整机会发生疲倦。包装矿用流体输送焊接方管,标准号我GBT14291-2000。代表材质Q235B级钢,主要用于矿山压风、排水、轴放瓦斯用直缝焊接方管。加热炉的形式有许多种,但主要使用的是环形加热炉。这种加热炉具有环形的炉底,它可缓慢地转动,坯料从入口处沿着炉底的直径方向装入,回转用到出口处之的就可加热和均热到所规定温度的种炉子。无缝厚壁方管的好过程比较缓慢,加热操作尤其需要耐心。因为,如果加热操作不合规范,在管坯内表面或者外表面上出现裂纹、折叠及偏心等,只会出废品、次品。在厚壁方管的加工过程中,我们将进行各种试验,以确保厚壁方管能够更好地应用于实际,为了更好地使用大口径钢管,我们将不断创新,下面就来介绍厚壁方管的主要元件。
今天我就带领大家更加深入的了解厚壁方管,看看厚壁方管的产品标准有什么特别。体育竞猜·(中国)官方网站推荐磷酸作为重要的化工产品,主要用于磷复肥及工业磷酸盐。在好和使用磷酸过程中均可遇到磷酸的腐蚀。般说来,在不含杂质的纯磷酸中,常用的厚壁方管基本上可以解决它的腐蚀问题。例如,18-8型Cr-Ni奥氏体钢可选用于储存浓度达85%的冷磷酸并可在工艺设备中用于处理浓度在5%以下的磷酸;含Mo2%-3%的厚壁方管耐蚀性更佳,且随钢中Mo量增加,平凉Q550方管,耐磷酸的性能提高。
方管按好工艺分为热轧无缝方管、冷拔无缝方管、无缝方管和焊接方管。作输送用:给水、排水,污水处理工程,输泥,海洋输水。平凉:是方管将金属放在密闭的简内,端施加压力,使金属从规定的模孔中挤出而得到有同形状和尺寸的成品的加工,多用于好有色金属材方管黑色金属、钢和有色金属在介绍钢的分类之前先简单介绍下黑色金属、方管钢与有色金属的基本概念。0.1~0.15mm10~20m28~103~5min55kw34~90rpm(189kw100~2000mmmin8000mmmin0.1kw0.12kw2×75kwS725μm0.51002mm±1mm大约2850mm大约1200mm大约1920mm大约14000kgmm焊接规范工艺试验和工艺分析,确定大口径厚壁方管对接焊缝采用双层CO2气体保护焊。焊接材料用H08Mn2SiA,2mm焊丝;保护气体为纯CO2气体。层焊缝的焊接电流为200~250A,第层为240~320A;电弧电压为24~26V。工艺要求是层焊缝必须焊透,保证背面成形良好;焊接电流、电弧电压、送丝速度和焊接速度等可根据设备型号调节。