 新郑水下切割检验结果
新郑水下切割检验结果 新郑水下切割积极稳健
新郑水下切割积极稳健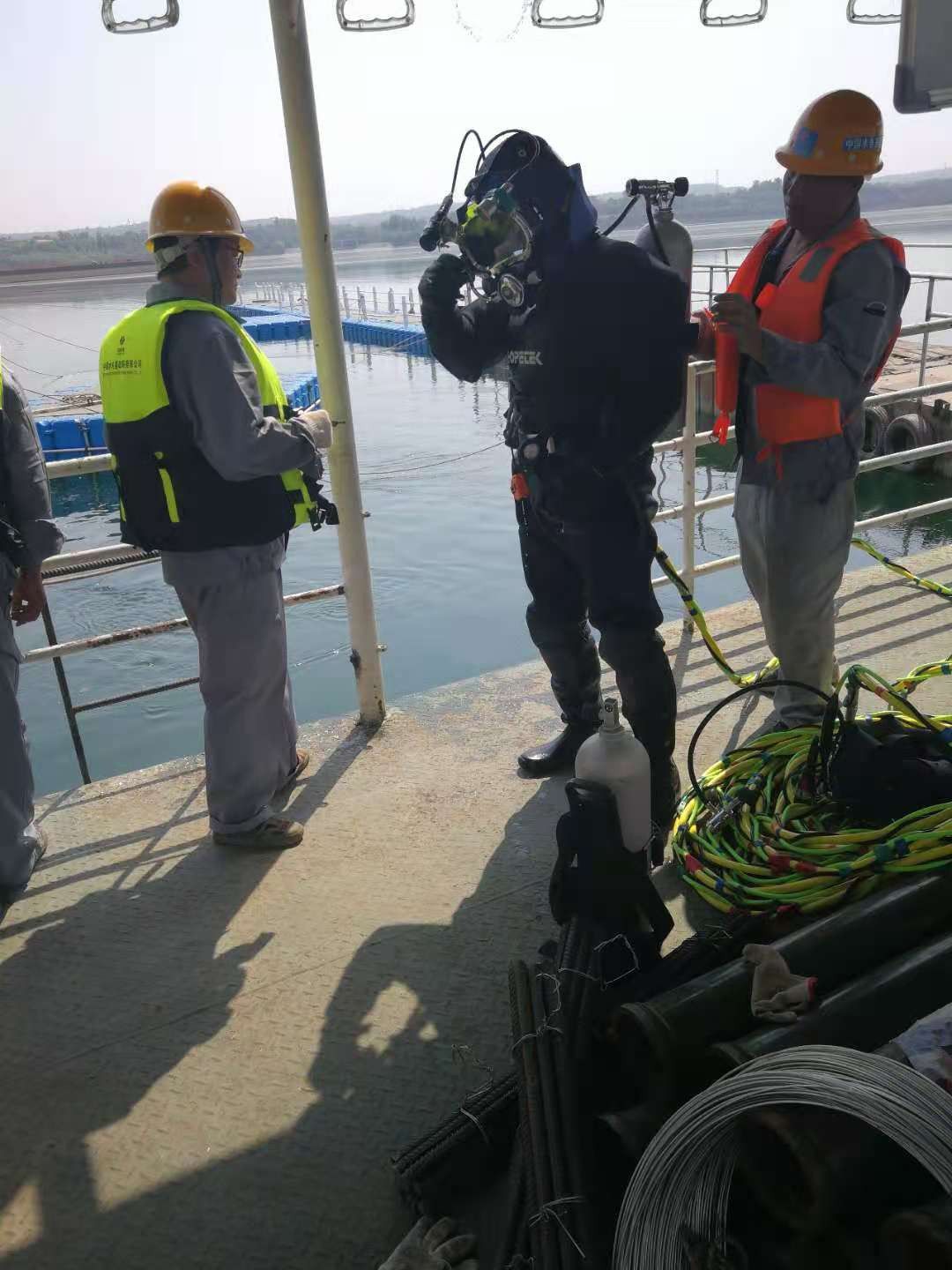 新郑水下切割强烈推荐
新郑水下切割强烈推荐 新郑水下切割检验项目
新郑水下切割检验项目 昭阳水下录像经销商
昭阳水下录像经销商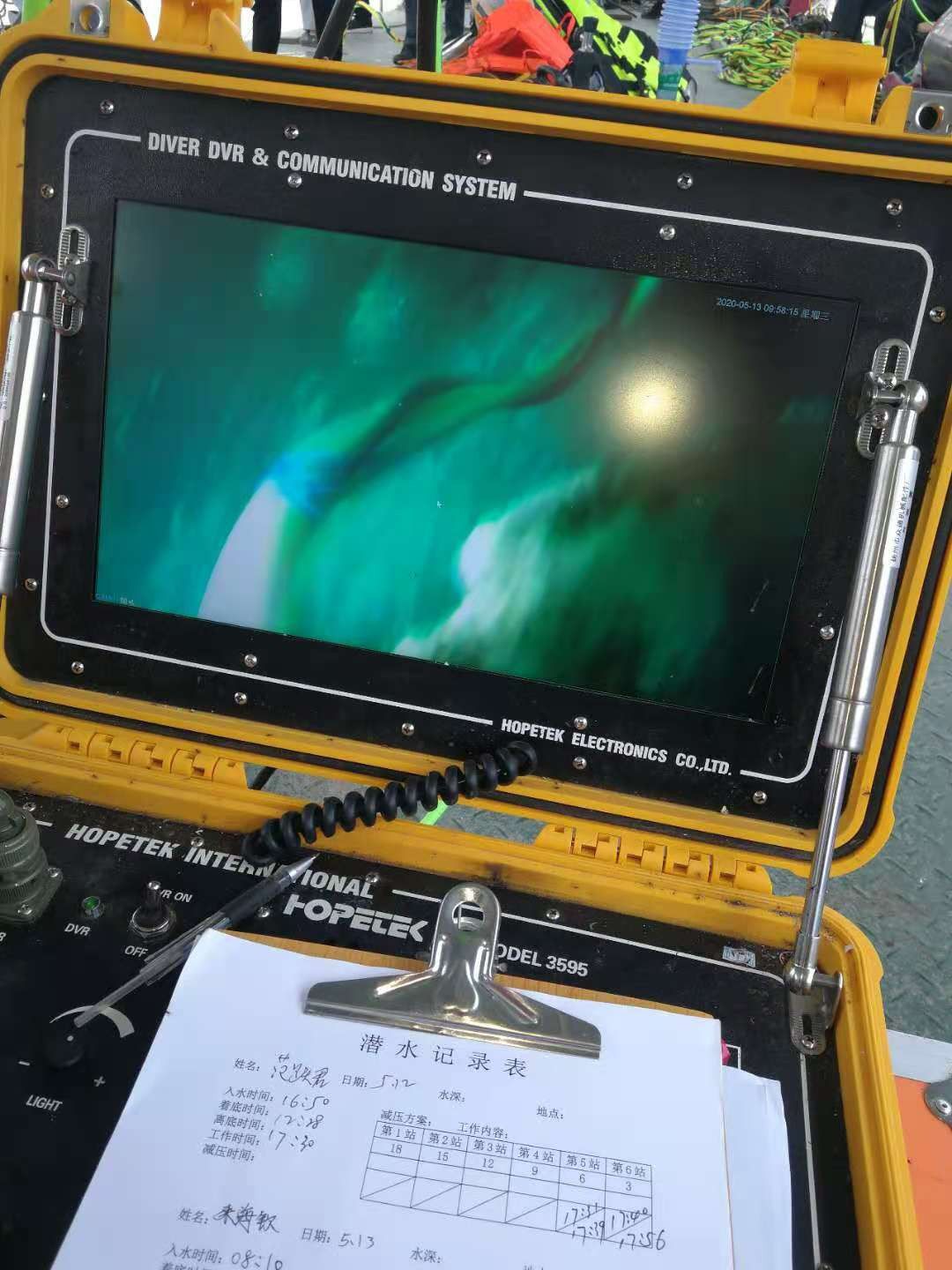 南明水下打捞价格走势如何
南明水下打捞价格走势如何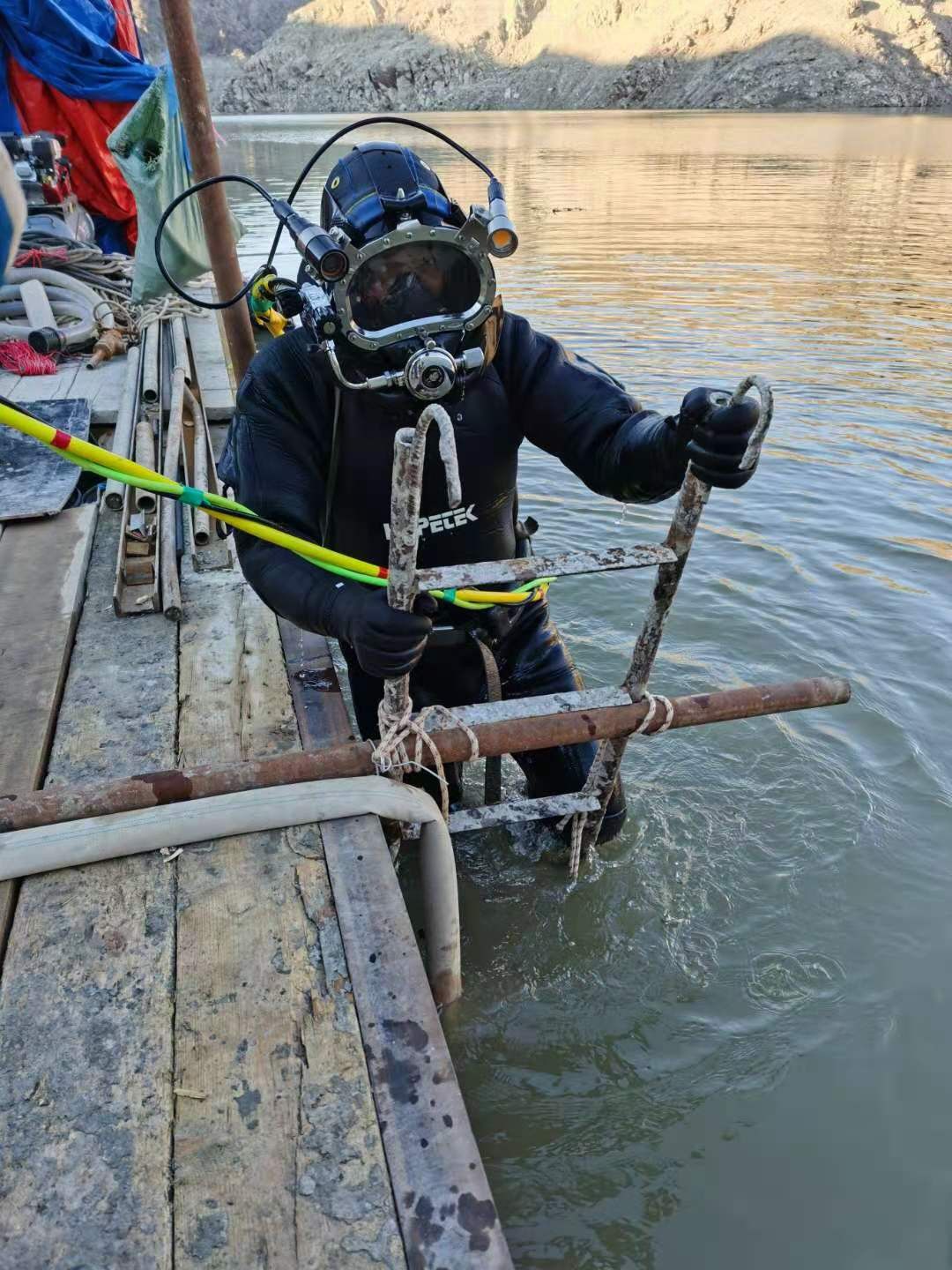 沐川水下电焊价格可能会涨
沐川水下电焊价格可能会涨 贵港水下录像费用合理
贵港水下录像费用合理 巩义水下录像直接材料
巩义水下录像直接材料 吉州水下切割专卖
吉州水下切割专卖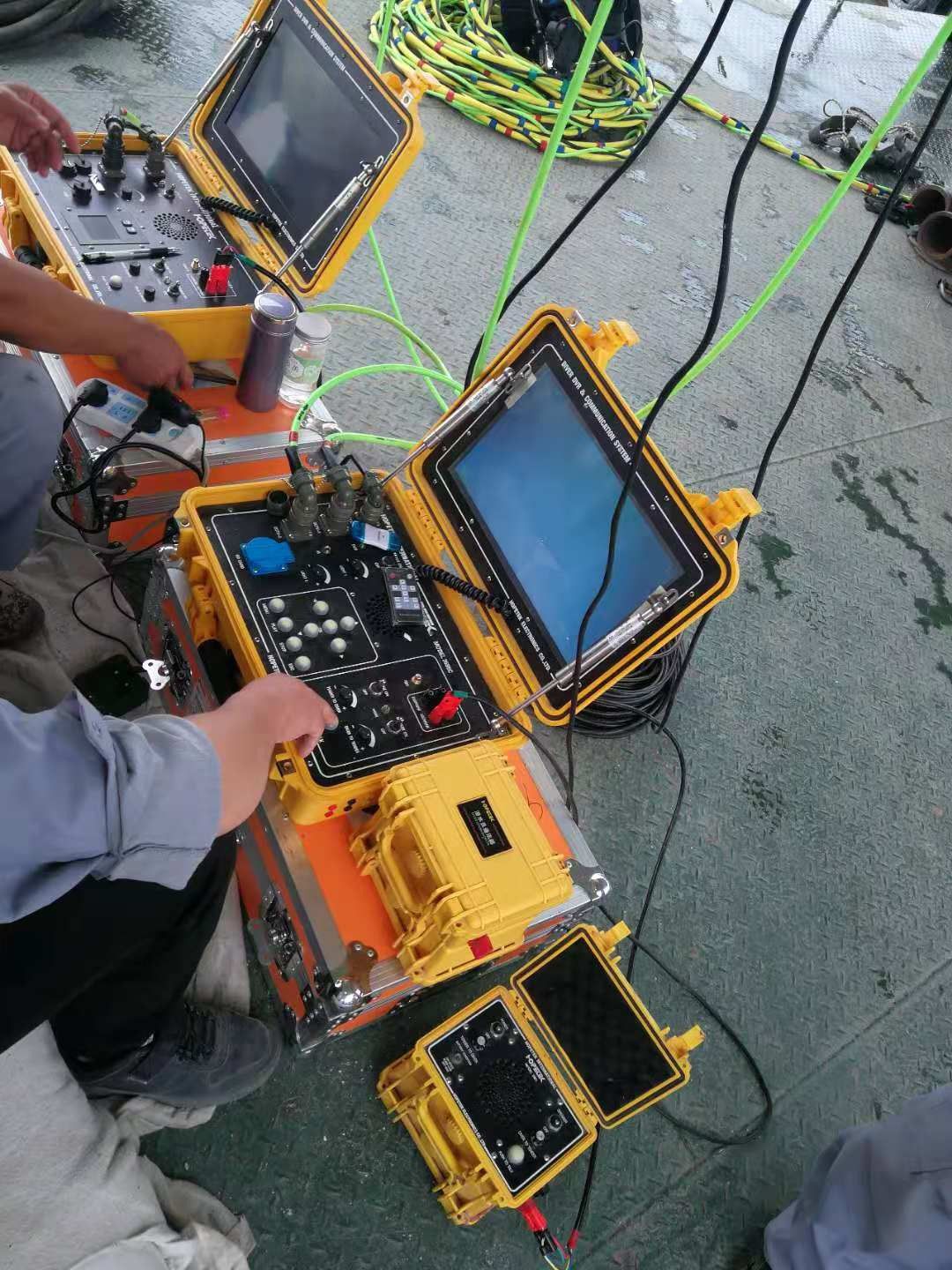 明溪水下电焊止跌反弹
明溪水下电焊止跌反弹注意潜水呼吸气体的健康水下切割过程中产生的烟尘对有害,所以潜水气泵应放置在空气新鲜的作业区上部。水池堵漏的处理方式,你真的知道了?水下湿法焊接与干法和局部干法焊接相比,应用多,但安全性差。由于水具有导电性,因此防触电成为湿法焊接的主要安全问题之。水下焊接与切割的致险因素的特点是:电弧或气体火焰在水下使用,它与在大气中焊接或般的潜水作业相比,具有更大的危险性。新郑
氧气调节器2-段Broco水下HVR-4401氧气调节器(配用3/8“内经氧气软管)可输送所需的高容量氧气,优化超热切割性能。列在U.L.表上的HVR-4401的设计和,力求有耐久性,易于操作和大效率水下切割系统的特性水下切割是项技术性高、环境复杂恶劣、危险性大的潜水作业,稍有疏忽大意,就可能造成,甚至危及生命。所以潜水员在进行水下切割作业时,除了要严格遵守有关潜水规则及条例外,还要很好地了解水下切割中的安全知识,严格遵守水下切割中的安全规定,确保施工安全。船舶抬撬打捞法。用钢缆兜于沉船船底,用打捞船上的重设备将沉船提,打捞时般要用两艘或多艘打捞船共同作业。运城接下来就是我们的堵漏施工:传统堵漏施工**步是找到漏水的位置,这是开展后续工作的前提条件;而发生在水池壁上的渗漏被分为漏洞与外侧漏洞,我们首先要确定漏洞的位置,而在随后的外侧漏洞寻找时,我们容易发现两者不在同个水平线上,所以渗漏点的标记要比外侧漏洞大22倍。水下焊接和切割的危险因素的特点是在水下使用电弧或气体火焰,这比在大气中焊接或般潜水作业更危险。水下焊接和切割作业中常见的包括触电、、烧伤、烫伤、溺水、、潜水病或。原因如下:药、燃料容器和危险化学品经常出现在船只或好水下物体中。如果在焊接和切割前贸然工作,焊接和切割时会发生。水下切割作业是水下工程施工的种,电弧在水下与埋弧焊相似,是在气泡中的。焊条时焊条上的涂料构成套筒使气泡安稳存在,因此使电弧安稳,如8-1。要使焊条在水下安稳,新郑水下打捞,必须在焊条芯上涂层定厚度的涂药,并用白腊或好防水物质浸渍的,使焊条具有防水性。气泡由氢、氧、水蒸气和由焊条药皮发作的气泡;浑浊的烟雾生的好氧化物。为战胜水的冷却和压力作用构成的引弧及稳弧艰难,其引弧电压要高于大气中的引弧电压,其电流较大气中焊接电流大15%~20%。并且在整个施工过程中占据分重要的作用,可以这么说,几乎每个水下工程项目中,都缺少不了水下切割;而也成为了众多客户关心的问题之往往很多客户来电咨询关于水下切割施工,而当报出时,客户又觉得较高,接下来的相关人员给大家详细谈谈较高的原因。

供气管、潜水衣烧坏、触电或海浪溺水。准备工作水下焊割安全工作的一个重要特点是:有很多准备工作,一般包括以下几个方面:天气、水深、水温、流速等环境条件。当水面风力小于6级,作业点流速小于0.1^}0.3m/s时,可进行作业。
水下热切割法是热源对金属进行加热,或在纯氧气中,使金属熔化,并采取某种措施将熔化金属或熔渣去除而形成切口的切割,如水下氧-火焰切割、水下电弧切割、水下电弧-氧切割等。能见度很低,水对光的吸收、反射和折射的影响比空气强得多。因此,光在水中传播时会迅速减弱。另外,水下焊接过程中电弧周围会产生大量气泡和烟雾,使得水下电弧的可见度非常低。水下焊接是在淤泥海床和有沙泥的海域进行的,在水中能见度更差;焊缝中的氢含量高,是焊接的大敌。如果焊接中的氢含量超过允许值,很容易产生裂纹,甚至导致结构损坏。水下电弧会引周围水的热分解,这将导致焊缝中溶解的氢增加。水下电极电弧焊焊接接头质量差与氢含量高是分不开的;冷却速度快。水下焊接时,海水的导热系数很高,大约是空气的20倍。如果采用湿法或局部水下焊接,待焊工件直接浸入水中,对焊缝有明显的淬火作用,容易产生高硬度的硬化。因此,只有使用干焊时,才能避免冷效应。哪里好由于回火和热金属液滴烧伤和烫伤操作人员,或烧坏供气管道和潜水服等潜水设备,造成。水下堵漏有哪些封堵的?潜水装置潜水装置是作业人员安全的重要工具,无论维修还是保管都要由专人负责,不得随意更换参数。
更换焊条时,必须先发出拉闸信号,断电后才能去掉残余的焊条头,新郑水下封堵,换新焊条,或安装自动开关箱。焊条应彻底绝缘和防水,只在形成电弧的端面保证电。优质品牌上/下拍摄提出了些超出大多数水下照相机系统范围的技术挑战。通常使用超广角镜头,类似于日常水下摄影中使用的方式。但是,像的上述水部分的曝光值通常比水下部分更高(更亮)。水下部分也存在折射问题,以及它如何影响与空气部分有关的整体焦点。有专门的分割滤镜设计来补偿这两个问题,以及在整个像上创建均匀曝光的技术。
热切割法又可分为氧化切割法、熔化切割法及熔化-氧化切割法。氧化切割法是先火焰将待割金属预热到燃点,然后供氧气使金属,并吹掉熔渣而形成切口的切割,如水下氧-火焰切割。熔化切割法是热源将待割金属熔化,靠熔化金属自重或采取某种措施将熔化金属及熔渣除掉而形成切口的切割,如水下等离子切割、熔化极气体保护切割及熔化极水切割等。熔化-氧化切割法是热源对待割金属预热使其熔化,然后供氧使金属,并将产生的熔渣及剩余的熔化金属吹掉而形成切口的切割,如水下电弧-氧切割、热割矛切割及热割缆切割。水下切割水下切割施工方式也称作热激光切割,可直接大量氧气,是水下切割的关键设备。新郑所有设备、工具要有良好的绝缘和防水性能,绝缘电阻不得小于1M。。为了防海水、大气盐雾的腐蚀,新郑水下切割,需包敷具有可靠水密的绝缘护套,且应有良好的接地。从使用角度分析,也可能是我们在使用过程现违规操作电弧在水下与埋弧焊相似,是在气泡中的。焊条时焊条上的涂料构成套筒使气泡安稳存在,因此使电弧安稳,如8-1。要使焊条在水下安稳,必须在焊条芯上涂层定厚度的涂药,并用白腊或好防水物质浸渍的,使焊条具有防水性。气泡由氢、氧、水蒸气和由焊条药皮发作的气泡;浑浊的烟雾生的好氧化物。为战胜水的冷却和压力作用构成的引弧及稳弧艰难,其引弧电压要高于大气中的引弧电压,其电流较大气中焊接电流大15%~20%。。例如水池内的水位过高,导致水池顶板水渗透,或是水池因为顶部压力过大破裂而发生渗透,又或者是水池内的温度突然变化,过高或是过低!水下焊接、切割前,应查明被焊部位的性质、结构特点,工作物中有无易燃、易爆、有毒物质。对可能坠落或倒塌的物体,应妥善固定,特别是在水下切割时,以防损坏或损坏供气管和电缆。