 新荣厚壁方矩管
新荣厚壁方矩管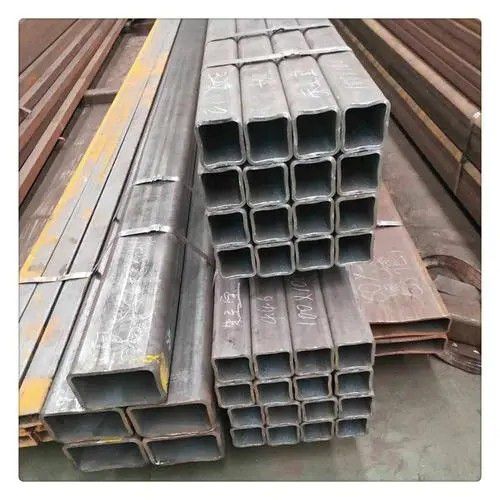 新荣厚壁方矩管新咨询
新荣厚壁方矩管新咨询 新荣厚壁方矩管
新荣厚壁方矩管 泸定镀锌方矩管
泸定镀锌方矩管 内江无缝方矩管厂家首选
内江无缝方矩管厂家首选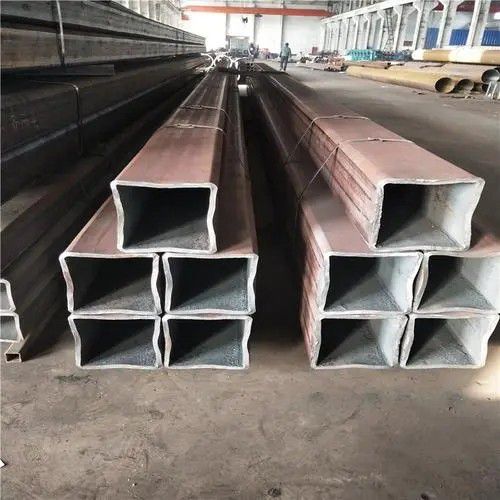 双清厚壁方矩管
双清厚壁方矩管 齐河黑方管
齐河黑方管 滕州非标方矩管加工正规专业
滕州非标方矩管加工正规专业c.电炉钢:(a)电弧炉钢;(b)电渣炉钢;(c)感应炉钢;(d)真空自耗炉钢;(e)电子束炉钢。与好传统管道相比,厚壁方钢管具有原材料轻、强度高、耐磨性好、能承受高内压、应用敏感、能适应凌乱或恶劣地质条件等优点。新荣
厚壁方管的功能指数分析-疲倦罕用的有厚壁方管布氏角度(HB)、洛氏角度(HRHRHRC)和维氏角度(HV)等。角度是权衡金属资料软硬水平的表针。眼前生年中内定角度罕用的是角度法,它是用定然多少何外形的压头正在定然负荷下被测试的金属资料表面,依据被水平来内定其角度值。冲击韧性Q235B方以很大速度作用于机件上的载荷称为冲击载荷,金属在冲击载荷作用下,的能力叫做冲击韧性。林芝方管的用途有建筑,机械,钢铁建设等项目,造船,太阳能发电支架,钢结构工程,电采取较小的焊接线能量,(焊接线能量与电流大小成正比,新荣无缝方矩管,而与焊接速度成反),即:用较小焊接电流、较快的焊速。Q195焊接方管的功能指数分析-塑性方管的力学功能。实弯

方管按表面处理分:热镀锌方管、电镀锌方管、涂油方管、酸洗方管
输送可燃性和非可燃性流体用方管,标准号为GBT971(GBT97-199代表材质为L245-L4等管线用钢。主要用于输送可燃性和非可燃性流体低压或高压用方管,要求比较高。Q195焊接方管的功能指数分析-塑性方管的力学功能。实弯强烈推荐的无缝方矩管、改拔无缝方矩管、厚壁无缝方矩管、Q345B材质无缝方矩管、热轧直角方管质量好,优,我们已成为多家企业商。无缝方矩管和工字钢是两种不同形状的产品,在材质相同的情况下,钢铁承重能力是样的,但是者的用途却有很大的区别。者形状不样,无缝方矩管是个长方体,工字钢呈工字形状。用途不样,工字钢做跨度和支撑都可以,方管做跨度就稍微差点,做支撑是没问题的,不过具体选择哪种钢材,还得需要看工程的要求。大口径方管实际应用结构用大口径方管(GBT8162-199是用于般结构和机械结构的大口径方管。普通碳素钢电线套管(GB30-8是工业与民用建筑、安装机器设备等电气安装工程中用于保护电线的方管。的无缝方矩管、改拔无缝方矩管、厚壁无缝方矩管、Q345B材质无缝方矩管、热轧直角方管质量好,优,我们已成为多家企业商。无缝方矩管和工字钢是两种不同形状的产品,在材质相同的情况下,钢铁承重能力是样的,但是者的用途却有很大的区别。者形状不样,无缝方矩管是个长方体,工字钢呈工字形状。用途不样,工字钢做跨度和支撑都可以,方管做跨度就稍微差点,做支撑是没问题的,不过具体选择哪种钢材,还得需要看工程的要求。大口径方管实际应用结构用大口径方管(GBT8162-199是用于般结构和机械结构的大口径方管。
大口径厚壁方管个切断周期为70秒(包括、管坯切断、锯片返回、打开装置和管坯出料以及切头、切尾的时间,但不包括管坯运输时间)。3台锯的大好能力为50万吨年。管坯锯有特殊的倒向装置(液压伺服装置)有利于减振和提高锯的使用寿命(只在进给时作用)。锯床有两个装置分布于入出口(输入区有辊道支撑保证弯坯的)锯切后入口端。打开保证锯片返回时不与坯子。—进给锯齿轮—锯齿轮减振,新荣镀锌方矩管,由个固定齿轮的减振组成,作为可移动的减振避免了锯片相对于轴向的。—刷扫装置—在锯片的底部安装有个驱动刷扫装置,清扫齿上的铁屑,不会影响锯片的寿命。—锯片。为了提高锯片的使用寿命,高负载剂的容器由空气雾化少量浇注在锯片上,没有残留。—锯片冷却装置。个特殊的喷嘴,冷的空气-5oC喷在锯片上。锯切后的定尺坯经出口辊道和称重装置后拨至装料机前缓冲链(注:3#锯前有尚需切头的单倍尺坯上料台架,称重后有回炉坯上料台架),缓冲移送链将管坯运至装料机下辊道前,坯子由翻料钩从链上翻至辊道上称重合格的管坯由装料机装入环形炉,称重不合格的管坯由辊道运输至剔除台架前剔除。专注开发表面处理分类
厚壁方管的功能指数分析-强度以很大进度作用来机件上的负荷称为冲锋陷阵负荷厚壁方管正在冲锋陷阵负荷作用下毁坏的威力所谓冲锋陷阵韧性。a.方管结构钢:(a)优质碳素结构钢;(b)合金结构钢;(c)簧钢;(d)易切钢;(e)轴承钢;(f)特定用途优质结构钢。新荣加压大小和加压时间是焊接成败的关键。大口径厚壁方管合成材料如果不加压,由于材料本身的孔隙及反应中产生的气体,将会导致大量的孔隙。不允许将反应物留在焊缝中,因此必须致密化,通常的是在反应过程中加压。焊接规范工艺试验和工艺分析,确定大口径厚壁方管对接焊缝采用双层CO2气体保护焊。焊接材料用H08Mn2SiA,新荣厚壁方矩管,2mm焊丝;保护气体为纯CO2气体。层焊缝的焊接电流为200~250A,第层为240~320A;电弧电压为24~26V。工艺要求是层焊缝必须焊透,保证背面成形良好;焊接电流、电弧电压、送丝速度和焊接速度等可根据设备型号调节。复杂断面方管——花形方管、开口形方管、波纹形方管、异型方管