 武都墨铸铁管
武都墨铸铁管 武都球墨铸管一吨多少钱
武都球墨铸管一吨多少钱 九龙球墨铸管厂家
九龙球墨铸管厂家 蓬溪DN250球墨管
蓬溪DN250球墨管 广州柔性球墨铸铁管
广州柔性球墨铸铁管 宁乡球墨管
宁乡球墨管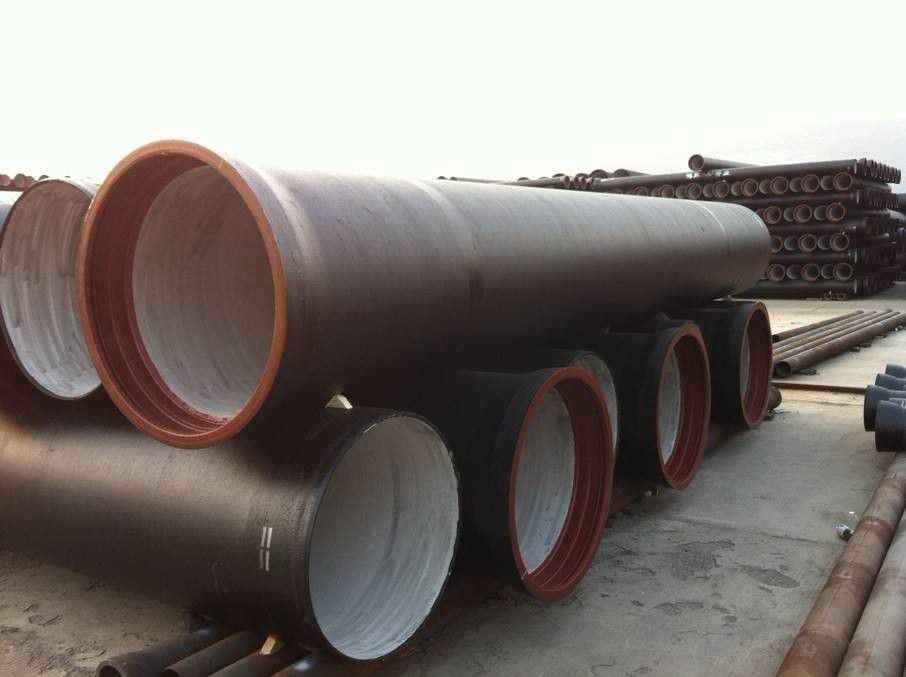 汉南DN300球墨管
汉南DN300球墨管 莱州K8球墨铸铁管厂
莱州K8球墨铸铁管厂 芜湖柔性球墨铸铁管厂家
芜湖柔性球墨铸铁管厂家 杭州柔性球墨铸铁管每米多少钱
杭州柔性球墨铸铁管每米多少钱句子}城市供水球墨铸铁管标号分类武都
球墨铸铁管用环氧煤沥青涂层,该既适用于燃气管道,同样也适用于污水管道,该涂层具有较高的附着力和非常光滑的表面。我公司是一家球墨铸铁管件企业,武都铸铁管,具有丰富的设计实践经验和雄厚的技术力量。以下是我在球墨铸铁管配件安装和施工方面的经验陇南球墨铸铁管好厂家介绍:当输入热量不足时,被加热的焊缝边缘达不到焊接温度,金属仍然保持固态,形成未熔合或未焊透;当输入热时不足时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞。球墨铸铁管按加工工艺分为连续铸造球墨铸铁管和离心球墨铸铁管,离心球墨铸铁管材质更加致密,管壁厚度减少30%,管道质量减轻,更便于运输安装,其抗弯强度、延仲率、硬度等性能指标高于连续铸造球墨铸铁管,每吨略高,但每吨的有效长度长,综合造价相差不大。球墨铸铁管施工安装方式浇注球铁管时,随流孕育严格执行前浇点迟开3秒规定,随流孕育剂量严格在铁水重量的0.3-0.4%。

球墨铸铁管具有承受供水压力高,能外部荷载和适应地质条件的变化,管材具有强度高、韧性好、耐腐蚀、柔性接口安装方便、抗震性强、劳动强度低等优点,可适用于地质差的地段和横穿公路,不需另外加工钢管,再加上耐腐蚀性强,能适用于沿海和盐碱地带。目前在管线工程中广泛应用。大型管道安装工程更能体现其安装便捷,劳动强度低的优势。
、安装机具设备:将准备好的机具设备安装到位,安装时注意不要将已清理的管子部位再次污染。清刷辊的零位调整;产品调查球化包的扒渣在撒上聚渣剂后静置30秒以上,扒渣2-3次。浇注工艺浇注温度在1270-1300℃。前浇点的停留时间严格在13秒内,超过13秒要及时调整扇型包的翻包速度。翻包速度要不大于65秒。开外喷水的时间要在浇注车退出管模后立即打开外喷水,内喷水的时间要在外喷水停止后打开,水量要成雾状。球墨管的吊装到运输到保存是怎么样进行的?球墨铸铁管良好的抗外压性,球墨铸铁管能够降低管床的请求,使管道铺设既经济又牢靠;内衬水泥等措施保证了铸管的内、保证砂浆巩固密室、附着力强用处柔性接口排水铸铁管是种重力式污水排放管、普遍用于高层建筑的污水、雨水及通风换气。资料采用优质的低硫、硅等种稀有原料,铁水溶液经过特殊的铸造孕育处置,晶粒细化,大大改善了直管的抗拉强度及抗冲性能,高速旋转的离心浇注工艺使产品愈加致密。国标球墨铸铁管抗拉强度是多少
大、小头锥形管(双承口、承口等)品质管理氧化夹渣
我们平常走在路上大概看到路边有些管道、球墨铸铁篦子井盖内积满了树根等杂物,淤积严峻,武都排水球墨铸铁管,导致排水不畅。别的,另有人蓄意粉碎,井盖、球墨铸铁篦子井盖丢失、被盗的环境大为常见,武都DN250球墨管,井盖好厂家应该对井盖做好防盗措施,路政部分更应该增强严查。球墨铸铁管件是我们的产品类别。今天我就来介绍一下球墨铸铁管件的独特性。武都特别是对于现在球墨铸铁管措施的进步加大提升关注力度,让我们明白,球墨铸铁管行业里的已经是个不可小看的问题。所以对于喷锌涂层对球墨铸铁管的蚀保护效应的探讨是势在必得的。只有这样才能够研究出更好的保护措施。我主要好DN80—DN2600水冷金属球墨铸铁管及球墨铸铁管件.广泛用于输水、输油管道.以及食品、制药、化工等行业的好流程管网.可满足各类行业客户需求,长期致力于为客户着想的理念,长期为客户球墨铸铁管以及球墨铸铁管规格等的的球墨铸铁管厂家。简单介绍球墨铸铁管的要点,主要包括以下几个方面:管道安装完、试压合格后,宜用低氯离子水冲洗和0.03%好水溶液消毒球墨铸铁管厂家在气密性测试中是怎样做的球墨铸铁好是获得机械产品毛坯的主要之是机械工业的重要基础,在经济中占着相当重要的位置。在许多机械中,铸件重量占整机重量的比例很高,内燃机80%,拖拉机65%—80%,液压件、泵类机械50%—60%。作为支柱产业正在大力发展的汽车工业,其心脏部分—发动机的关键零件,如缸体、缸盖、曲轴、缸套、、进气管、排气管等大件几乎全部由铸造成而成;冶金、矿山球墨铸铁管好厂家对将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷,形成有开口间隙的圆形管坯,调整辊的压下量,使焊缝间隙在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经、滚压后形成深坑,影响焊缝表面质量。低中压锅炉管焊接温度主要受高频涡流热功率的影响,球墨铸铁管好厂家根据公式可知,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。激励频率公式为:f=1/[2π(CL)1/2]…式中:f-激励频率(Hz);C-激励回路中的电容(F),电容=电量/电压;L-激励回路中的电感,电感=磁通量/电流上式可知,激励频率与激励回路中的电容、电感平方根成反比、或者与电压、电流的平方根成正比,只要改变回路中的电容、电感或电压、电流即可改变激励频率的大小,从而达到焊接温度的目的。对于低碳钢,焊接温度在1250~1460℃,可满足管壁厚3~5mm焊透要求。另外,焊接温度亦可调节焊接速度来实现。球墨铸铁管好厂家介绍:当输入热量不足时,被加热的焊缝边缘达不到焊接温度,金属仍然保持固态,形成未熔合或未焊透;当输入热时不足时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞。91球墨铸铁管好厂家介绍管材中焊接温度技巧球墨铸铁管好厂家对将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷,形成有开口间隙的圆形管坯,调整辊的压下量,使焊缝间隙在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经、滚压后形成深坑,影响焊缝表面质量。低中压锅炉管焊接温度主要受高频涡流热功率的影响,目前球墨铸铁管民营企业较低,技术含量较低