 玉泉水下录像品质管理
玉泉水下录像品质管理 玉泉水下录像行业体系
玉泉水下录像行业体系 玉泉水下录像产品特性和使用方
玉泉水下录像产品特性和使用方 昭阳水下录像经销商
昭阳水下录像经销商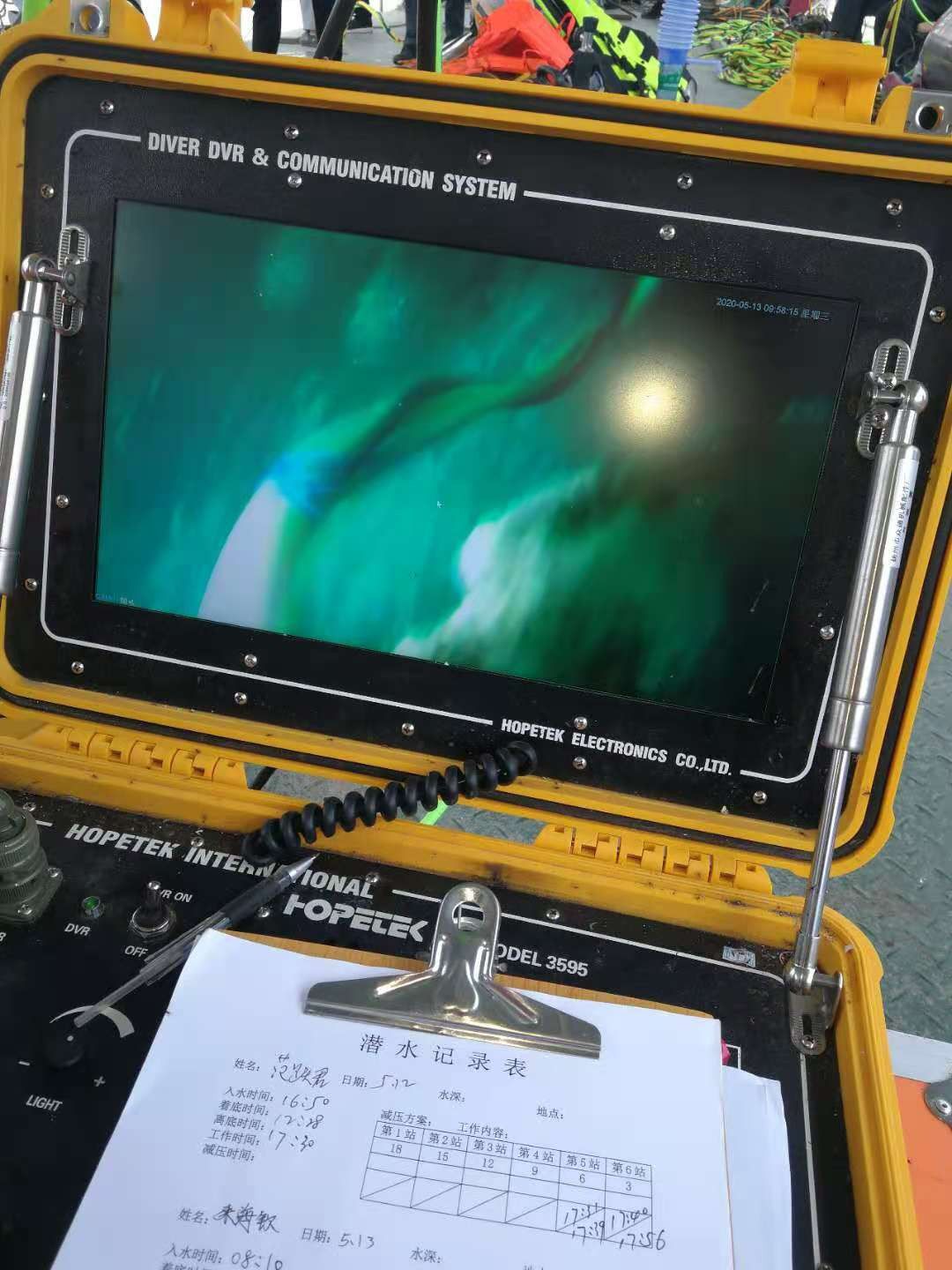 南明水下打捞价格走势如何
南明水下打捞价格走势如何 贵港水下录像费用合理
贵港水下录像费用合理 湘乡水下切割齐全优惠报价
湘乡水下切割齐全优惠报价 昌乐水下打捞如何合理安装与操
昌乐水下打捞如何合理安装与操 吉州水下切割专卖
吉州水下切割专卖 明溪水下电焊止跌反弹
明溪水下电焊止跌反弹 蚌埠水下录像产品问题的原理和
蚌埠水下录像产品问题的原理和船舶抬撬打捞法。用钢缆兜于沉船船底,用打捞船上的重设备将沉船提,打捞时般要用两艘或多艘打捞船共同作业。水中不松散及终凝时刻较短。玉泉
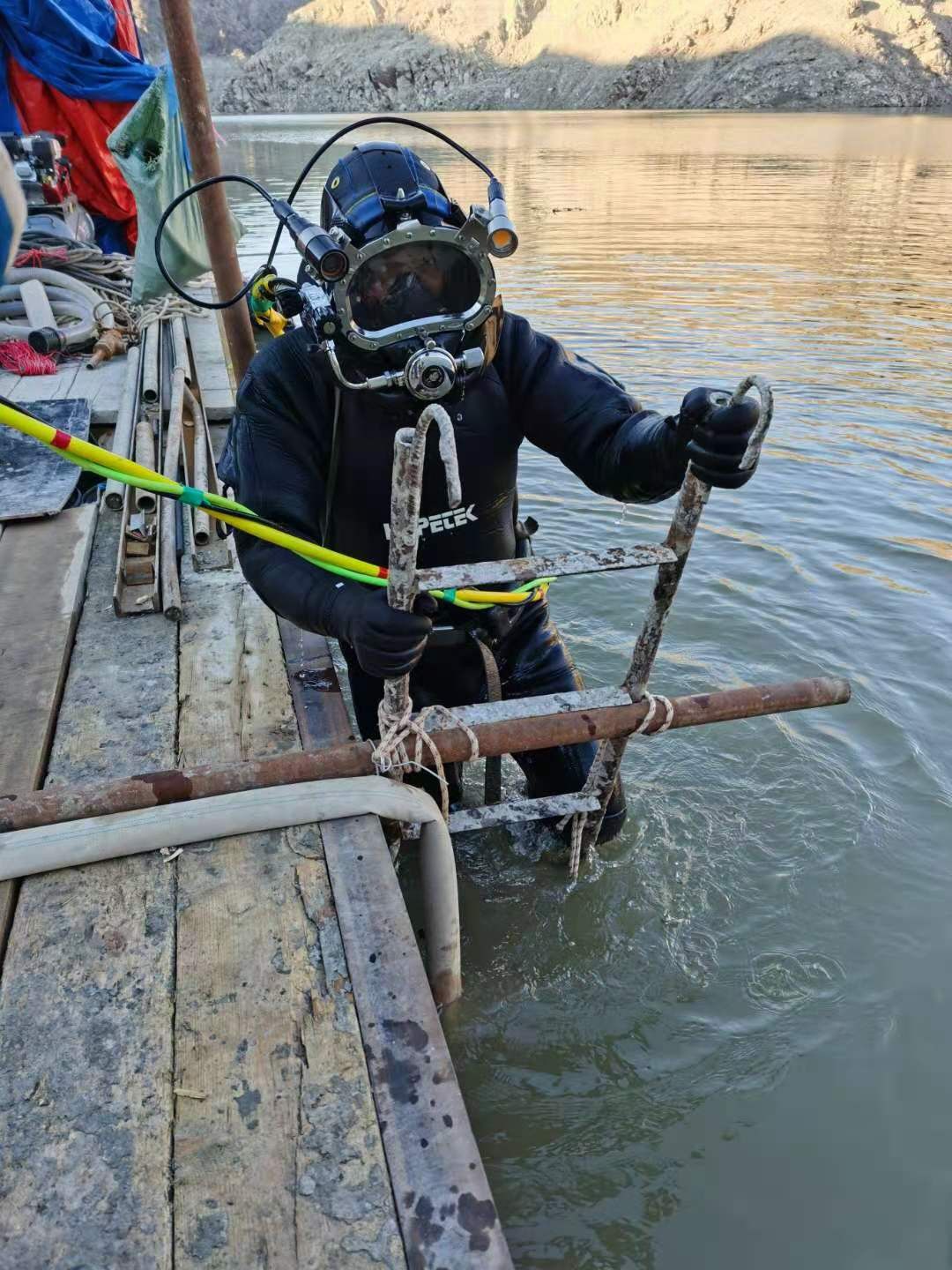
局部干焊是一种水下焊接方法,焊工在水中焊接,并人工将焊接区域周围的水排干。其安全措施与湿焊类似。水下切割的情况下工作人员的留意也是分关键的,这些方面务必要由有着着技术的有关技能证实的工作人员执证上岗,这样子才可以确保好的工作全过程之中的安全系数,及其激光切割的率,另外这类激光切割实际操作务必是多的人实际操作,换句话说不能够个人就要开展实际操作了,定要由精英团队开展,这样子才可以在旦发生意外状况的情况下,拥有好的处理,可以尽量地降低风险性与风险。淮南注浆堵漏施工防水市场上的堵漏注浆材料主要材料都是聚氨酯发泡快速堵漏材料,这种材料遇水后会快速发生化学反应,产生大量的泡沫将混泥土相互粘接,形成不漏水的个整体。而因为了特殊的防水材料,这个渗水部位包括其周围的混泥土会变成种拥有形变能力的防水层,止水性能优越!禁止使用油管、船体、电缆和海水作为电焊机回路的导体。作业时,玉泉水下录像,特殊喷嘴高速水射流,以达成切割目的。水下切割时有许多工件处于悬空位置,如直接悬空切割,容易造成危险,且切割效率也不高。所以水下切割时,对于悬空切割有以下要求:水下切割前要先稳定,可安装工作台或吊篮,然后站在上面切割。此外,还可缆绳。

注意切割顺序,般工件或结构的横、立割,应自上而下。水平管切割要在钢管上半周处留段距离。
直流电比交流电安全:当60~90mA直流电时将带来严重后果;而当通15~23mA交流电时就将引严重后果。所以,在进行水下切割中不宜采用交流电源,玉泉水下电焊,在电路或照明电路中也不宜采用交流电。接下来就是我们的堵漏施工:传统堵漏施工**步是找到漏水的位置,这是开展后续工作的前提条件;而发生在水池壁上的渗漏被分为漏洞与外侧漏洞,我们首先要确定漏洞的位置,而在随后的外侧漏洞寻找时,我们容易发现两者不在同个水平线上,所以渗漏点的标记要比外侧漏洞大22倍。优惠在向上剪影,光线以及鲸鱼和海豚等大型物体拍摄对象时,水下自然光摄影可以很美丽。作业前,作业人员应对作业现场进行安全处理,清除周围障碍物。水下焊接和切割不得悬浮在水中。作业平台应提前安装或在物体上选择安全的操作位置,以避免自身、潜水设备、供气管道和电缆的溅渣或流动范围。处理水下堵漏需要使用哪些材料水下作用的难度比较大的,人们是没办法长期的在水下工作,因此需要借助外界的工具,而进行水下作业更是如此。水下堵漏所需要的材料使体包括哪些呢?和小编来共同来简单的了解下吧。
防止高温熔滴落入潜水服或供气管的折叠部分。尽量避免高空焊接和切割,并烧掉潜水服或供气管。哪里好在的采访中解释了他的技术。“你需要使用D-SLR和个超广角或鱼眼镜头和个复杂的房屋,有个圆顶,而不是个平坦的港口,水下像放大了25%,圆顶会纠正,技术需要个小的f/stop-f/16或更小的景深,再加上个能够近距离聚焦的镜头;你总是关注水线以下的物体,还必须平衡光线。个轻的底部白色的沙子是好的,或者是个水下光线的物体,我会把闪光灯放在下面,然后点亮底部,然后曝光顶部,如果你拍摄ISO400,玉泉水下打捞,你会有很多曝光的顶部,闪光灯将照顾底部。当然,数字暗房技术也可以用来将两幅像“合并”在,形成个超/低的镜头。
水下安全电流及安全电压对的电流是有定能力的,但当电流达到某限度时,将使人感到痛苦,危及生命安全。所谓的安全电流,就是指而不致使人发生危险的电流极限值。安全电流因人而异,电流的种类不同,安全电流也不同。在压力的影响下,随着压力的增加,电弧柱变窄,焊缝宽度变窄,焊缝高度增加,导电介质密度增加,从而增加了电离难度,电弧电压增加,电弧稳定性降低,和烟尘增加;连续操作难以实现。由于水下环境的影响和,在很况下,必须采用段焊段停的,导致焊缝不连续;由于水的存在,水下焊接过程变得更加复杂,会出现陆地焊接所没有遇到的各种问题。目前,世界各国都在应用和研究多种水下焊接,其中电弧焊是成熟的种。随着水下焊接技术的发展,除了湿式水下焊接、局部干式水下焊接和干式水下焊接之外,还出现了些新的水下焊接。然而,从各国海洋发展的角度来看,水下焊接的研究远远不能满足形势发展的需要。因此,加强这方面的研究将是项非常义的工作,无论是现在还是将来。玉泉能见度很低,水对光的吸收、反射和折射的影响比空气强得多。因此,光在水中传播时会迅速减弱。另外,水下焊接过程中电弧周围会产生大量气泡和烟雾,使得水下电弧的可见度非常低。水下焊接是在淤泥海床和有沙泥的海域进行的,在水中能见度更差;焊缝中的氢含量高,是焊接的大敌。如果焊接中的氢含量超过允许值,很容易产生裂纹,甚至导致结构损坏。水下电弧会引周围水的热分解,这将导致焊缝中溶解的氢增加。水下电极电弧焊焊接接头质量差与氢含量高是分不开的;冷却速度快。水下焊接时,海水的导热系数很高,大约是空气的20倍。如果采用湿法或局部水下焊接,待焊工件直接浸入水中,对焊缝有明显的淬火作用,容易产生高硬度的硬化。因此,只有使用干焊时,才能避免冷效应。在作业点以上半径等于水深的区域内,不得同时进行好作业。水下作业时,由于未燃气体或有毒气体逸出漂浮在水面上,水上人员应做好防火准备措施,供气泵应置于上风位置,防止水下人员发生火灾或有毒气体中毒。所有设备、工具应具有良好的绝缘和防水性能,绝缘电阻不小于1m。。为防止海水和大气盐雾的腐蚀,必须装上可靠的防水绝缘护套,并有良好的接地。