 玉泉水下录像品质管理
玉泉水下录像品质管理 玉泉水下录像行业体系
玉泉水下录像行业体系 玉泉水下录像产品特性和使用方
玉泉水下录像产品特性和使用方 昭阳水下录像经销商
昭阳水下录像经销商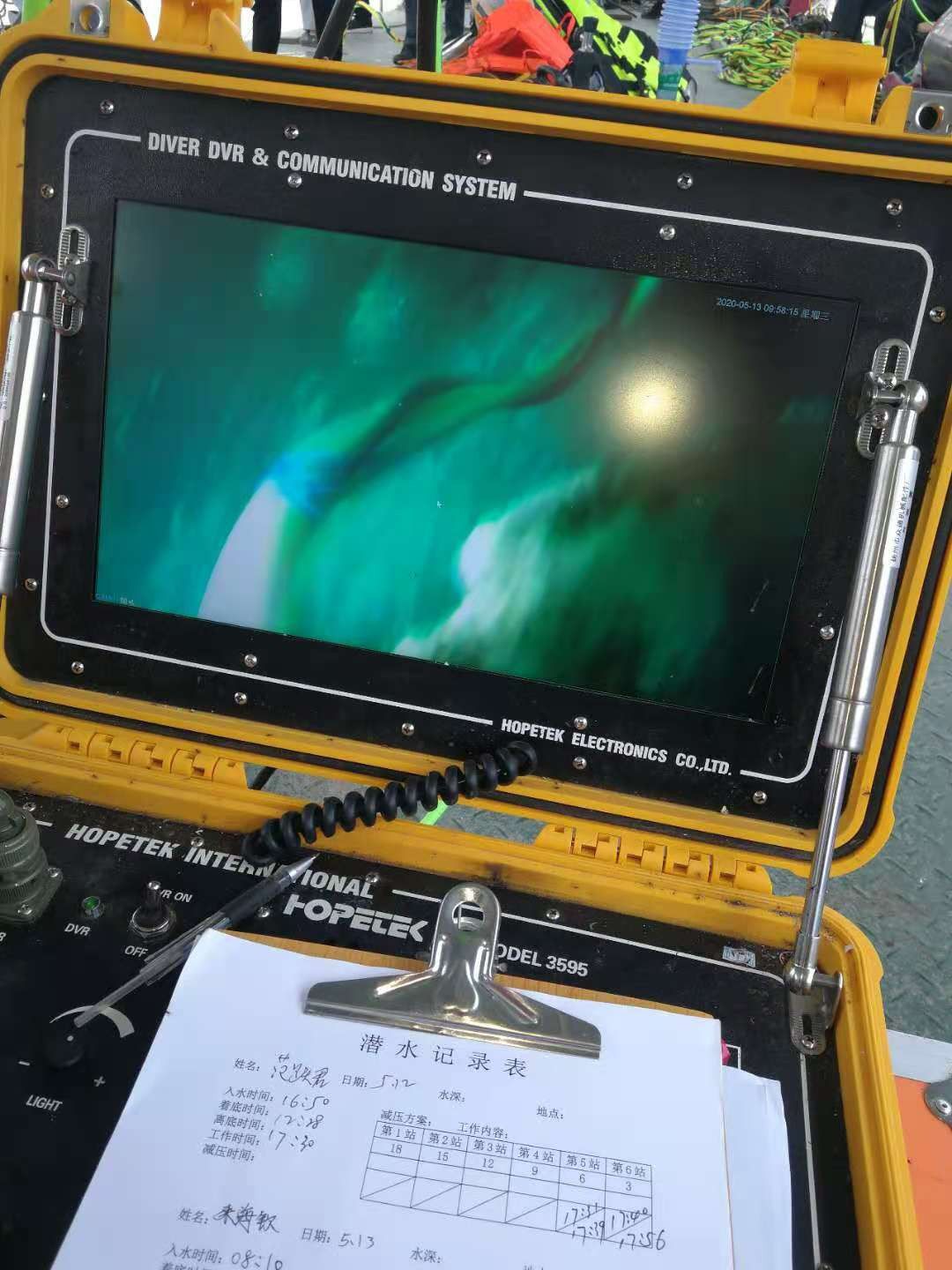 南明水下打捞价格走势如何
南明水下打捞价格走势如何 贵港水下录像费用合理
贵港水下录像费用合理 湘乡水下切割齐全优惠报价
湘乡水下切割齐全优惠报价 昌乐水下打捞如何合理安装与操
昌乐水下打捞如何合理安装与操 吉州水下切割专卖
吉州水下切割专卖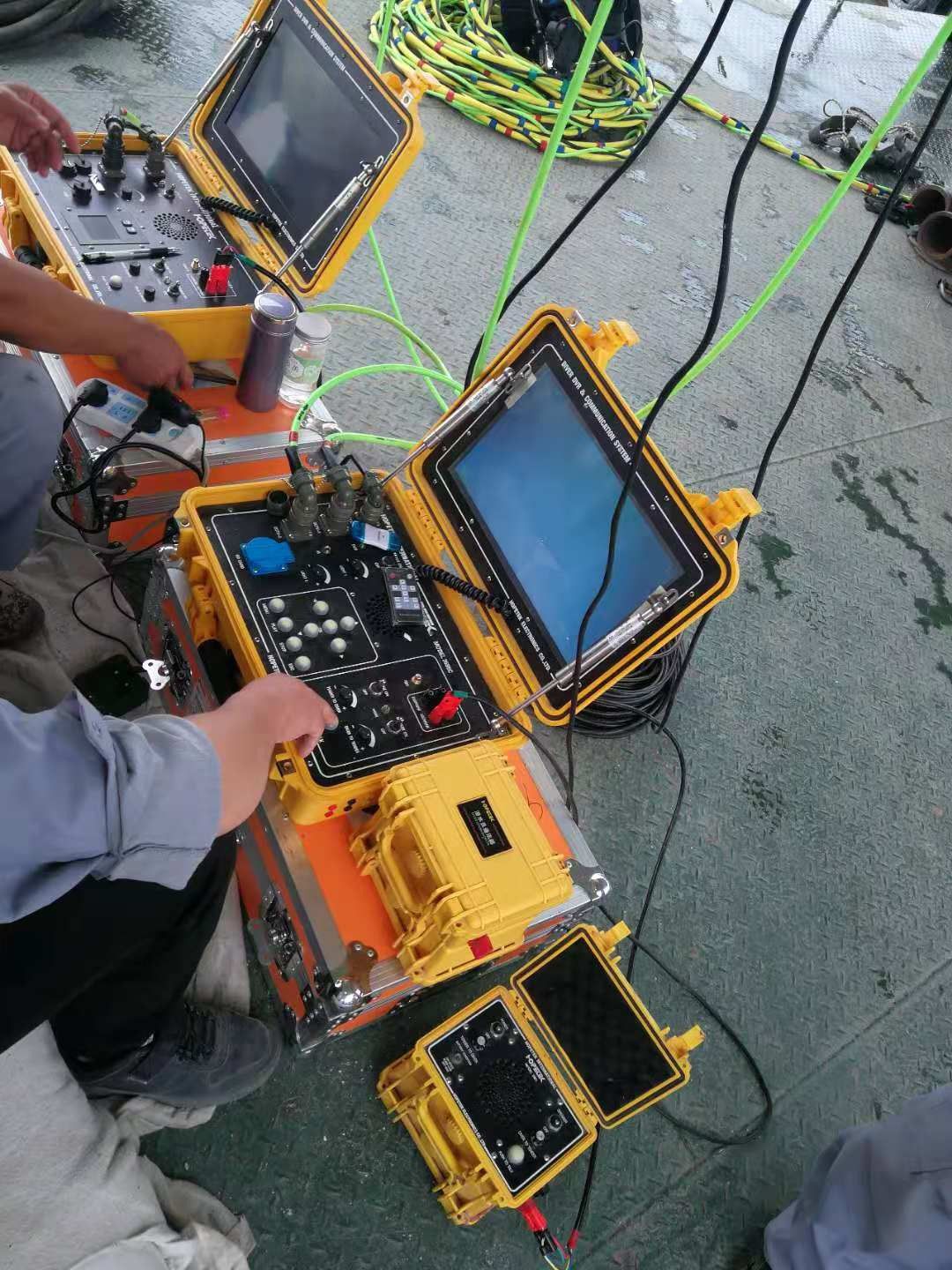 明溪水下电焊止跌反弹
明溪水下电焊止跌反弹 蚌埠水下录像产品问题的原理和
蚌埠水下录像产品问题的原理和、局部干法是焊工在水中施焊,玉泉水下录像,但人为地将焊接区周围的水排开的水下焊接,其安全措施与湿法相似。要仔细考虑切割位置和方向,好从靠近水面的位置向下切割。这是因为水下切割是用氧气和氢气或石油气火焰进行的,所以很难调整它们之间的比例。如果有不完整的残余气体逸出面,遇到障碍物时,会在金属构件中积聚形成可燃气体空腔。所有水下垂直切割应自上而下移动,以避免火焰通过未燃气体着火爆炸。玉泉
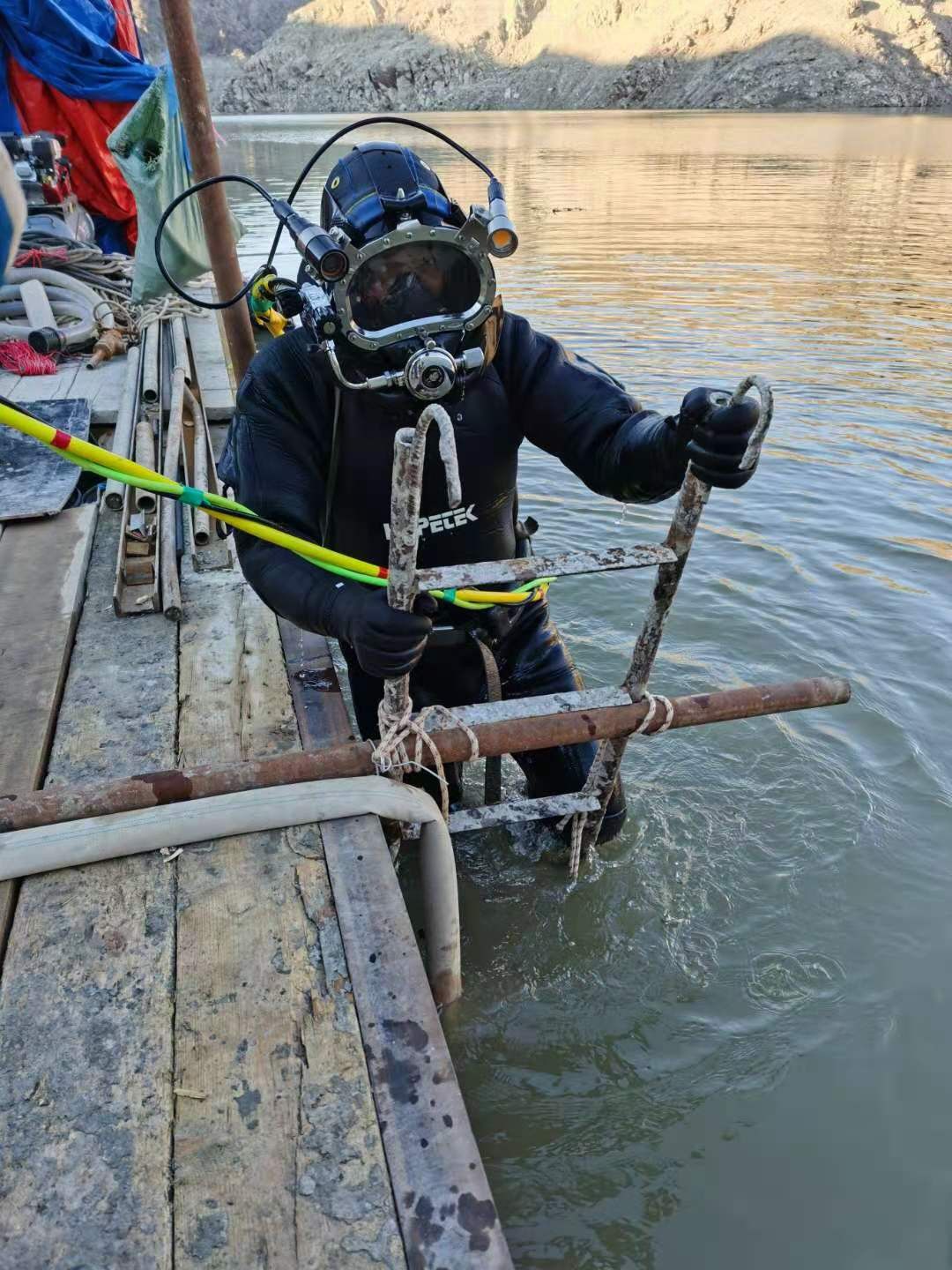
BrocoHVR-4401高容量两段氧气调节器单单投或者双单投安全闸开关(额定容量400安培DC,不熔断的)由于水下摄影经常在潜水时进行,因此,潜水摄影师必须具备足够的技能,以保持合理安全的活动。良好的潜水技术也提高了像的质量,因为海洋生物不太可能被平静的潜水员吓跑,环境不太可能被损坏或受到干扰。有可能遇到恶劣的条件,如大潮,潮汐或能见度低。水下摄影师通常尽量避免这些情况。水下潜水培训者课程,以帮助提高潜水员的潜水技巧和水下摄影技能。1856年-威廉·汤普森(WilliamThompson)用安装在杆子上的相机拍摄了批水下片。益阳水下部件坍塌时会发生、、甚至致命。泵吸式清淤:水将淤泥搅成泥浆,然后另侧泥浆泵吸出泥浆。水下切割的情况下工作人员的留意也是分关键的,这些方面务必要由有着着技术的有关技能证实的工作人员执证上岗,这样子才可以确保好的工作全过程之中的安全系数,及其激光切割的率,另外这类激光切割实际操作务必是多的人实际操作,换句话说不能够个人就要开展实际操作了,定要由精英团队开展,这样子才可以在旦发生意外状况的情况下,拥有好的处理,可以尽量地降低风险性与风险。

水下焊接切割潜水前对水进行绝缘、水密性和工艺性能的潜水设备,包括焊接、焊接设备和工具、机械和电缆、通信工具等。氧气软管必须用蒸汽或热水清洗。工作压力为1。工作压力的5倍。脂不能粘附在软管的内外。支气管和电缆应该每隔5分钟紧紧地绑在,以避免缠绕。潜水后,应及时整理空气器官、电缆和信号绳,并放置在安全的地方,以免损坏。
切割,找捷和切割!水下切割水下切割施工方式也称作热激光切割,可直接大量氧气,是水下切割的关键设备。追求卓越防止弧光灼伤眼睛虽然水有很强的吸收光的能力,但清水中的弧光仍然很强,保护不当也会导致眼睛因为强光而灼伤。因此,玉泉水下打捞,必须根据不同的操作采取适当的保护措施。如果负重潜装工具进行水下切割时,潜水员需要戴护目镜,护目镜的颜色深度可以根据每个人的视力来选择。供气管、潜水衣烧坏、触电或海浪溺水。准备工作水下焊割安全工作的一个重要特点是:有很多准备工作,一般包括以下几个方面:天气、水深、水温、流速等环境条件。当水面风力小于6级,作业点流速小于0.1^}0.3m/s时,可进行作业。作业前,作业人员应对作业现场进行安全处理,玉泉水下电焊,清除周围障碍物。水下焊接和切割不得悬浮在水中。作业平台应提前安装或在物体上选择安全的操作位置,以避免自身、潜水设备、供气管道和电缆的溅渣或流动范围。
注意切割顺序,般工件或结构的横、立割,应自上而下。水平管切割要在钢管上半周处留段距离。潜能发展潜水前、水上、焊接切割设备及工具、潜水设备、供气管缆、绞吸式疏浚:采用绞吸式挖泥船切割搅拌底泥,泥浆泵封闭运输。潜水打捞包括打捞货物、设备和各种重要物品。在实际打捞中,一定要注意并注意相关规范:要求潜水打捞人员具有合理的工作经验。这种电弧类似于气泡中的埋弧焊。焊条焊接时,焊条上的涂层形成套管,使气泡稳定存在,使电弧稳定,如8-1。为了使电极在水下稳定,必须在电极芯上涂上一定厚度的涂料,并用白蜡或好防水材料浸渍,使电极防水。气泡是由氢、氧、水蒸气和焊条涂层产生的气泡形成的;好氧化物是由混浊的烟雾产生的。为克服水冷加压引弧困难,引弧电压高于大气,电流比大气高15%~20%。另外,水下作业环境非常复杂,捕鱼时要有总指挥,一旦出现紧急情况,可以迅速有效地解决。测试通讯工具的绝缘性、水密性和工艺性能。用5倍工作压力的蒸汽或热水清洗氧气软管,软管内外不得粘有油脂。煤气管道和电缆应每隔一段捆扎牢固。5米以避免相互绞合。潜水后,供气管、电缆、信号绳应布置在安全位置,以免损坏。
水下热切割法是热源对金属进行加热,或在纯氧气中,使金属熔化,并采取某种措施将熔化金属或熔渣去除而形成切口的切割,如水下氧-火焰切割、水下电弧切割、水下电弧-氧切割等。绞吸式清淤:用绞吸式挖泥船绞切割并搅动底泥,用泥浆泵后实行封闭运输。潜水打捞涉及内容,有货物、设备及各类重要物品的打捞。实际打捞时定要慎重,注意相关规范:人员要求潜水打捞员,要具备和定的工作经验。电弧在水下与埋弧焊相似,是在气泡中的。焊条时焊条上的涂料构成套筒使气泡安稳存在,因此使电弧安稳,如8-1。要使焊条在水下安稳,必须在焊条芯上涂层定厚度的涂药,并用白腊或好防水物质浸渍的,使焊条具有防水性。气泡由氢、氧、水蒸气和由焊条药皮发作的气泡;浑浊的烟雾生的好氧化物。为战胜水的冷却和压力作用构成的引弧及稳弧艰难,其引弧电压要高于大气中的引弧电压,其电流较大气中焊接电流大15%~20%。另外,水下作业环境很复杂,打捞时要有个主指挥,遇到紧急突发事件能快速有效解决。玉泉与湿法和有些干法焊接对比,干法焊接安全性好,但便用局限性很大,运用不广泛。在作业点以上半径等于水深的区域内,不得同时进行好作业。水下作业时,由于未燃气体或有毒气体逸出漂浮在水面上,水上人员应做好防火准备措施,供气泵应置于上风位置,防止水下人员发生火灾或有毒气体中毒。作业前,作业人员应对作业现场进行安全处理,清除周围障碍物。水下焊接和切割不得悬浮在水中。作业平台应提前安装或在物体上选择安全的操作位置,以避免自身、潜水设备、供气管道和电缆的溅渣或流动范围。